
Verblockung von Folien gilt als häufigste Ursache für Reklamationen bei Folien. In sehr leichten Schweregraden gilt das Problem lediglich als leichter Qualitätsmangel, in extremeren Fällen führt es aber zu großen Mengen an Ausschussproduktion, da ganze Wickel entsorgt werden müssen auf denen das Blocken aufgetreten ist. Einige Ursachen für das Blocken sind oft grundsätzlich bekannt, dennoch tritt das Problem sehr häufig auf.
Verblocken oder Blocken
Als Verblocken wird der Effekt bezeichnet, dass sich Folienbahnen nach dem Aufwickeln auf einer Wickelhülse nicht mehr / oder nur schwer voneinander trennen lassen. Die einzelnen aufeinanderliegenden Lagen bilden einen Block, bzw. verblocken miteinander. Das Abwickeln ist dann nicht mehr ohne optische Beeinträchtigung oder mechanische Beschädigung der Folie möglich. In leichteren Fällen ist das Abwickeln zwar möglich, aber es beeinträchtigt die Effizienz von Folgeprozessen, weil sich beispielsweise Beutel von Verpackungsmaschinen nur schwer (langsam) öffnen lassen.
Messbarkeit von Verblocken
Für die Messung der Neigung einer Folie zum Verblocken existieren unterschiedliche Testmethoden.
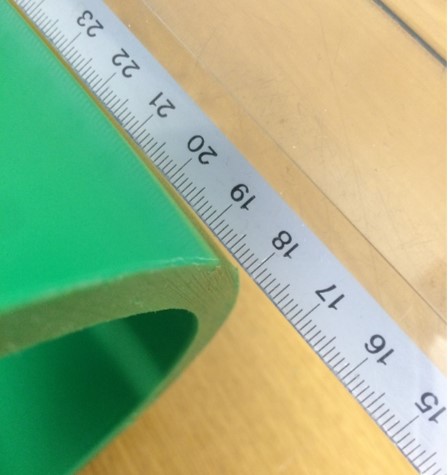
In der Produktion wird häufig ein sehr einfacher manueller Test durchgeführt, bei dem zwei Lagen einer Folie aufeinandergelegt werden und zwischen Daumen und Zeigefinger gegeneinander verschoben oder voneinandner getrennt werden.
Das Verblocken kann aber auch nach einer standardisierten, wissenschaftlichen Methode messtechnisch bewertet werden (ASTM D-3354-89). Dabei wird die Kraft gemessen, die notwendig ist um zwei Folien voneinander zu trennen. Die einzelnen Lagen der Folie werden dabei jeweils auf einem Aluminiumblock aufgebracht, wobei einer der Blöcke am Boden der Apparatur befestigt und der andere Block (gewichtskompensiert) an einem Waagenarm montiert ist. Auf der gegenüberliegenden Seite des Waagenarms kann nun durch das Aufbringen von Gewichten die Kraft definiert erhöht werden, bis sich die Folienlagen voneinander trennen.
Mögliche Ursachen und Vermeidungsansätze
Die Ursachen für das Verblocken können, wie bei der Kunststoffverarbeitung üblich, in unterschiedlichen Bereichen liegen. Bei der Betrachtung der Ursachen hat sich die 6M-Methode als günstig erwiesen, die auch hier angewendet werden soll. Als Ursache für Probleme kommen dabei die folgenden 6 Bereiche, jeweils beginnend mit M in Frage: Material, Maschine, Methode, Mitwelt, Mensch, Management
Thermodynamische Parameter (Temperatur, Kühlleistung):
- Thermodynamische Prozessführung der Kühlung ist entscheidend (Kühlmitteltemperaturen, Volumenströme)
- Unterschreiten eines kritischen Temperaturniveau (abhängig vom Material) beim Wickeln
- bei dickeren Folien ist nicht die Oberflächentemperatur entscheidend, sondern die Kerntemperatur (da die Wärme auf dem Wickel von innen nach außen wandert und dann zu einem Verblocken führen kann)
- Inline Trocknungszeiten werden nicht eingehalten, sind ungeregelt oder falsch parametriert
- Automatisierte Anpassung der Kühlprozessparameter für unterschiedliche Prozesse, Produkte, Hallentemperaturen oder sonstige Umwelteinflüsse kann oft die Produktivität einer Anlage steigern und die Qualität robust hoch halten
- Computersimulationen ermöglichen Einblick in den Prozess
Mechanische Parameter (Anpresskraft, Spannung):
- Wickelspannung zu hoch
- Wickelspannung wird nicht mit zunehmendem Wickeldurchmesser angepasst, sondern ist konstant
- Anpresskraft von Andruckwalzen zu hoch
- Wickelzug
Materialtechnische Parameter:
- Anteil an Antiblockmitteln nicht optimal
- Type des Antiblockmittels nicht optimal
- Gleitmittelwanderung findet statt
- Bindemittel (Druck) nicht korrekt
- Restlösemittelanteile (Druck) zu hoch
- Compound nicht geeignet
Maschine:
- eingestellte Sollwerte werden nicht exakt eingehalten
- Regelverhalten führt zu Über- oder Unterschwingen
- defekte oder falsch parametrierte oder skalierte Sensorwerte
- fehlende Stellgenauigkeit
Mitwelt:
- zu hohe Hallentemperaturen (besonders, wenn keine Anpassung der Produktionsgeschwindigkeit oder Kühlleistung in Abhängigkeit der Umgebungstemperatur)
- zu hohe Lagertemperaturen
Mensch:
- vorgegebene Prozessparameter fehlerhaft
- Parametrierung des Prozesses fehlerhaft
- Prozessoptimierung wird nicht durchgeführt
- Qualitätskontrollen werden nicht durchgeführt
- Mentalität
Management:
- fehlendes Wissen über Einflussmöglichkeiten des Maschinenbedieners
- fehlende Zeit für Prozessoptimierung
- fehlende Zeit für Qualitätsüberwachung
- Schulungsplanung und internes Know-How
Sofern Sie an weiteren Informationen zum Thema Troubleshooting Extrusion interessiert sind, registrieren Sie sich doch für unseren kostenlosen Newsletter und bleiben Sie informiert über das Erscheinen neuer Beiträge. Gleichzeitig erhalten Sie Zugriff zu unserem kostenlosen Downloadbereich mit vielen hilfreichen Checklisten, Excel-Tools, Simulationsergebnissen sowie dem in der Einleitung des Artikels gezeigten Ishikawa-Diagramms.




{kind=link}
{kind=link}
{kind=link}
{kind=link}