
Bei unterschiedlichen Extrusionsverfahren stellt der Bogenlauf (oder auch Säbelligkeit, Katana-Effekt, etc.) ein großes Qualitätsproblem dar und ist oft nur schwierig in den Griff zu bekommen. Die Ursache von Bogenlauf liegt fast immer in einer inhomogenen thermischen Situation des Produktes während der Abkühlung und kann häufig durch eine Anpassung der Abkühlbedingungen stark verringert oder vollständig behoben werden.
Die Ursache für die Verformung von extrudierten Produkten basiert in sehr vielen Fällen auf einer inhomogenen thermischen Volumenschwindung des Materials über den Extrudatquerschnitt. Während des Abkühlvorganges werden unterschiedliche Bereiche eines extrudierten Produktes (z.B. Randbereiche/Kernbereich einer extrudierten Platte oder unterschiedliche Bereiche eines Profils mit unterschiedlichen Wandstärken) oft sehr unterschiedlich stark gekühlt.
Welche Auswirkungen hat inhomogene Kühlung?

Ungleichmäßige thermische Zustände in einem zusammenhängenden extrudierten Körper führen zur Ausbildung von Eigenspannungen. Die bereits erkalteten Stellen in einem Profilquerschnitt sind bereits formstabil und nicht mehr verformbar. Angrenzende Bereiche des Profils, die noch erhöhte Temperaturen aufweisen kühlen weiter ab und reduzieren unter Temperaturabnahme ihr spezifisches Volumen (die Dichte nimmt zu). Das nachfolgende Diagramm zeigt die sich ändernde Dichte eines PE-HD Materials während des Abkühlvorganges. Bei Temperaturen oberhalb von 200°C weist das Material eine vergleichsweise geringe Dichte von lediglich 0,76g/cm³ auf. Während der Abkühlung erhöht sich dieser Wert bis er bei 20°C fast den Wert von 0,98g/cm³ erreicht.
Das Material schwindet somit um mehr als 20% was natürlich gleichbedeutend ist mit einer Änderung (Reduktion) des spezfischen Volumens um 20%. Das Material zieht sich regelrecht während der Abkühlung zusammen. Sofern dieser Prozess für das gesamte Profil einheitlich von statten geht, stellt diese starke Volumenabnahme kein größeres Problem dar.
Wenn jedoch bereits Teile des Profils erkaltet sind und somit dort keine Molekülkettenumlagerung mehr stattfinden kann, führt die noch fortschreitende Volumenschwindung der angrenzenden Bereiche zu einem Aufbau von Spannungen und sofern diese Spannungen zu groß werden auch zu einer Deformation des Materials.
Die Bogenbildung erfolgt in Richtung der warmen Extrudatbereiche
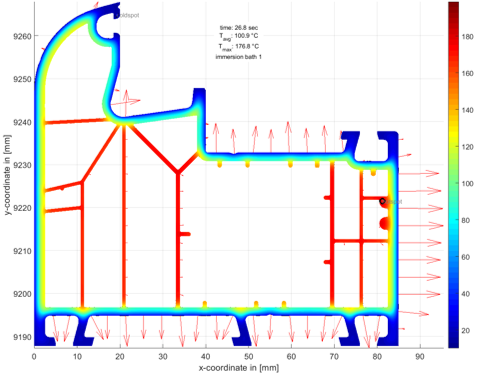
Folglich ist es einleuchtend, dass eine Verformung des Profils (sofern diese schwindungsbedingt ist) immer in die Richtung erfolgt, in der das Profil innerhalb der Kühlstrecke am längsten hohe Temperaturen aufweist, also in der Regel in die Richtung der dickwandigsten Bereiche. Im unten dargestellten Simulationsergebnis (chillWARE 3D – profileSIM) ist deutlich zu sehen, dass der Steg unten rechts schon vollständig erkaltet ist (T < 60°C), während der innenliegende Steg noch Temperaturen von mehr als 150°C aufweist. In diesem Fall würde somit dort die Schwindung fortschreiten, während die angrenzenden Bereiche schon erkaltet sind. Die Folge in diesem Anwendungsbeispiel ist somit nicht unbedingt die Ausbildung eines Bogenlaufes sondern sogar eine vollständige Verformung des Profils (besonders an der gewölbte Oberfläche an der linken Profilwand sowie der rechten Profilanteile).

In weiteren Beiträgen werden wir auf spezielle Profilgeometrien sowie deren Verformungstendenzen eingehen und in unserem kostenlosen Downloadbereich anschauliche Beispiele zur Vermeidung des Bogenlaufes durch spezielle Prozessparametrierungen oder nachträgliche Einbringung von Heizzonen darlegen.




{kind=link}
{kind=link}
{kind=link}
{kind=link}