Bedingt durch die schlechte Wärmeleitfähigkeit thermoplastischer Kunststoffe, bilden sich bei Abkühlvorgängen nach der Extrusion Eigenspannungen (Zug- und Druckeigenspannungen) in den Wandungen des Produkts. Häufig resultieren aus den Eigenspannungen Verformungen und Verzug der Produkte, wodurch das Vorhandensein der Eigenspannungen sichtbar wird. Im Falle von Kunststoffrohren werden axiale und tangentiale Eigenspannungen ausgebildet. Die nachfolgenden Betrachtungen behandeln ausschließlich tangentiale Eigenspannungen bei Kunststoffrohren.
Entstehung von Eigenspannungen
Thermoplastische Kunststoffe, speziell teilkristalline, vollziehen während der Abkühlung aus der Schmelze große Volumenänderungen im Bereich von 20%. Die Kühlung von Kunststoffrohren findet meist von außen statt. Die Außenhaut des Kunststoffrohrs wird bereits in der Kalibrierung eingefroren und kann deshalb keine freien Verformungen mehr ausführen. Der Rest des Rohres weist noch nahezu Schmelzetemperatur auf, wie das Beispiel in der folgenden Abbildung zeigt.

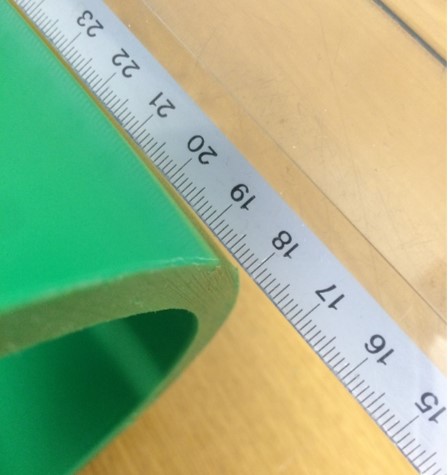
Das bedeutet, dass das Volumen des heißen Materials im Inneren der Rohrwand noch stark schwinden wird, während die Außenhaut bereits eingefroren und somit starr ist. Das Bestreben des heißen Materials zu schwinden wird durch die starre Außenhaut behindert, wodurch im inneren der Rohrwand Zugeigenspannungen resultieren. Das Kräftegleichgewicht wird durch gleichzeitig aufgebaute Druckeigenspannungen in der Außenschicht aufrecht gehalten. Die Eigenspannungen äußern sich zunächst nicht offensichtlich durch größere Verformungen. Erst wenn man das Rohr in axialer Richtung auftrennt und einen Streifen der Rohrwand entnimmt, kann bei primär von außen gekühlten Rohren ein „Einschnappen“ des Rohres beobachtet werden:

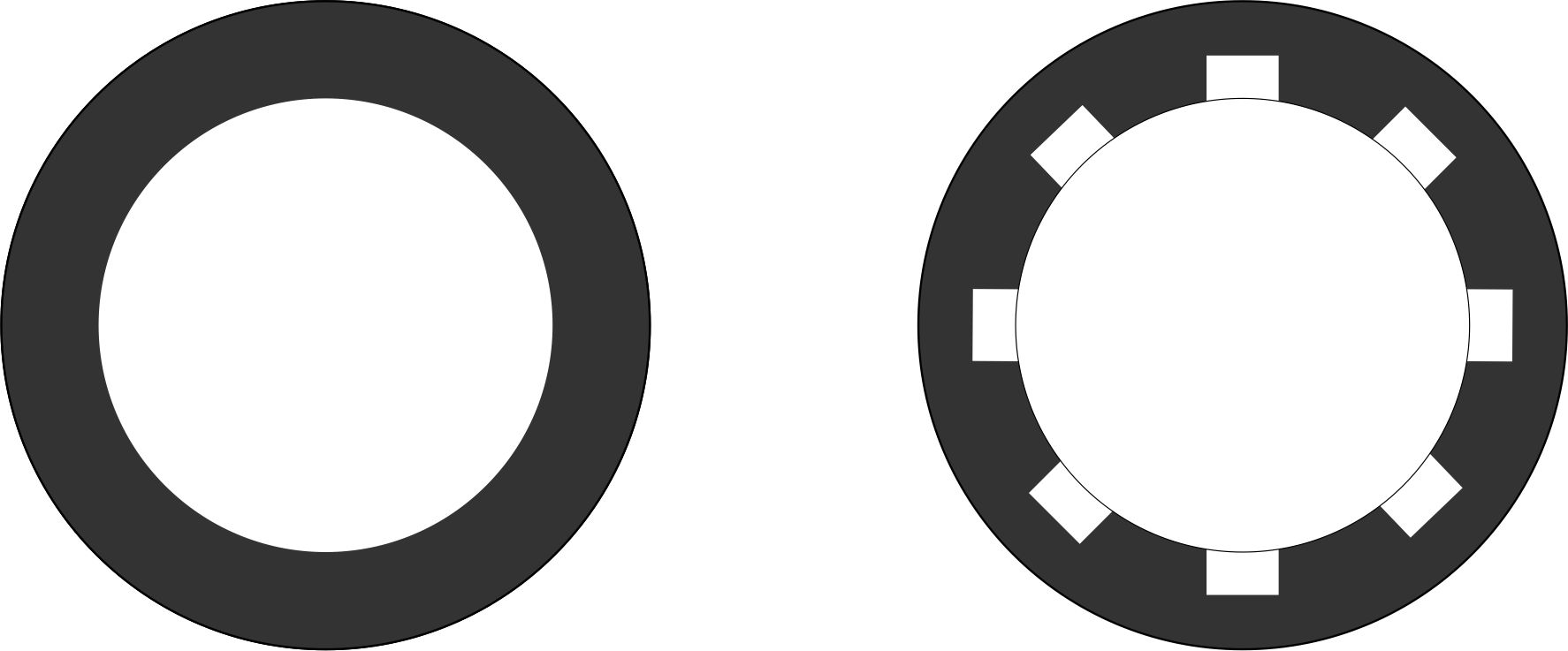
Das Ausmaß der Verformung gibt häufig, aber nicht immer, einen Eindruck von der Höhe der Eigenspannungen. Eine Information über die Eigenspannungsverteilung lässt sich allein aus der Verformung jedoch nicht ableiten. Hierzu können beispielsweise spezielle Testverfahren oder Simulationsmethoden verwendet werden, wie in der folgenden Abbildung dargestellt:

Messung von Eigenspannungen in Kunststoffrohren
Um tangentiale Eigenspannungen in Kunststoffrohren zu messen, wird häufig die so genannte Janson-Methode angewendet. Sie ist verhältnismäßig weit verbreitet, jedoch existieren auch noch andere Verfahren. Die folgende Tabelle zeigt eine Auflistung der wichtigsten in der Literatur beschriebenen Verfahren:

Janson:
Beim Janson-Testverfahren beruht die Bestimmung der Eigenspannungen auf die durch das Freischneiden (streifen in axialer Richtung herausschneiden) entstehende Verformung einer Rohrprobe. Die Verformungsänderung wird messtechnisch mit der Hilfe von zwei Markierungen auf einem Rohrabschnitt einer bestimmten Länge erfasst. Über formelmäßige Zusammenhänge wird aus der Verformung eine maximale Eigenspannung in der Rohrwand berechnet.
Kleindienst:
Das Messverfahren nach Kleindienst greift ebenfalls auf die durch Eigenspannung hervorgerufene Verformung einer Probe nach dem Freischneiden zurück. Bei diesem Verfahren wird ein Längssegment aus dem Prüfkörper herausgeschnitten, wodurch das Gleichgewicht der Eigenspannungen im Rohr gestört wird. Es kommt zu einer Verformungsreaktion des Ringkörpers, sodass sich der Abstand der beiden Schnittkanten ändert. Mit Hilfe einer Zugprüfmaschine wird die Probe rückverformt und die benötigte Kraft zum Erreichen des Ausgangszustandes bestimmt. Die tangentialen Eigenspannungen errechnen sich unter der Annahme einer linearen Spannungsverteilung über die Rohrwanddicke.
Aufschneide-Methode:
Mit Hilfe der Aufschneide-Methode (im Englischen: Slitting-Method) können die maximalen Eigenspannungen in axialer und tangentialer Richtung bestimmt werden. Zur Bestimmung der tangentialen Eigenspannungen wird das Rohr in Längsrichtung aufgeschnitten und die Verformung (Änderung des Durchmessers) der Rohrprobe beobachtet. Der Außendurchmesser wird nach einer festgelegten Zeitspanne gemessen. Die maximalen tangentialen Eigenspannungen werden mit Hilfe einer Formel berechnet. Die Methode ähnelt der Janson-Methode.
Layer-Removal:
Zu den bei Kunststoffrohren häufig angewandten Verfahren gehört die Layer Removal and Subsequent Slitting-Method (LRSS). Bei diesem Verfahren werden die tangentialen Eigenspannungen durch Verformungserscheinungen gemessen. Bei der LRSS-Methode werden bei einer definierten Anzahl an Proben verschieden dicke Materialschichten abgetragen. Danach werden die Proben in axialer Richtung aufgeschnitten. Die durch das herausgeschnittene Segment bedingte Verformung wird messtechnisch festgehalten. Die Wanddickenänderung kann sowohl durch das Abdrehen der Außenfläche als auch durch das Ausdrehen der Innenfläche des Rohres erfolgen.
Bohrlochmethode:
Die Bohrlochmethode ist eine weitverbreitete Relaxationsmethode zur Bestimmung von Eigenspannungen. Der Einsatz ist für verschiedenste Probentypen zuverlässig und führt schnell zu Resultaten. Weiterhin ruft die Methode nur marginale Schäden an der Probe hervor. Der Verfahrensablauf und die Messprozedur sind u.a. nach ASTM E837 standardisiert. Mit der Bohrlochmethode können sowohl axiale als auch tangentiale Eigenspannungen gemessen werden. Die Eigenspannungen werden durch das Bohren eines Loches (kleiner Durchmesser) in die Rohroberfläche und den daraus resultierenden Dehnungsänderungen bestimmt. Die Dehnungsänderungen der umgebenden Oberfläche werden mit Hilfe von DMS-Rosetten gemessen. In den letzten Jahren werden aber auch vermehrt optische Techniken benutzt, um die Dehnungserscheinungen zu erfassen. Durch eine Bohrung mit einer inkrementellen Tiefensteigerung kann die Spannungsverteilung bis zu einer Tiefe in der Größenordnung des Bohrungsdurchmessers erfasst werden. Aus den mit der Tiefe der Bohrung an der Oberfläche größer werdenden Dehnungen werden die Eigenspannungen berechnet.
Bewertung des Janson – Messverfahrens
Aussage über Spannungsverteilung
Es ist zu unterscheiden, ob eine reale Eigenspannungsverteilung gemessen wird oder eine lineare Eigenspannungsverteilung unterstellt wird. Die Janson-Methode unterstellt eine lineare Eigenspannungsverteilung. Dies bedeutet, dass an der Außenoberfläche Druckeigenspannungen vorliegen, die innerhalb der Rohrwand linear abnehmen und dann bis zur Rohrinnenwand in Zugeigenspannungen übergehen:

Es liegt nahe, dass dieses lineare Eigenspannungsprofil eine vereinfachte Annahme darstellt. In der Realität bilden sich Eigenspannungsprofile aus, die einen nichtlinearen Verlauf vorweisen, wie beispielsweise die folgende Abbildung aus einer Simulation zeigt:
Die Berechnung von Absolutwerten für die maximal auftretenden Eigenspannungen mit der Janson-Methode ist daher stark fehlerbehaftet.

Aufwand und Anwendung
Die Durchführung des Janson-Tests wird von den Anwendern als kompliziert und wenig reproduzierbar beschrieben. Gerade weil die Eigenspannungen häufig als Qualitätskriterium herangezogen werden, ist dies häufig problematisch.
- Sägeschnitt
Bereits bei der Durchführung des Sägeschnitts, um den axialen Streifen zu entfernen, werden Eigenspannungen abgebaut. Je nach Durchführung des Sägeschnitts kann dieser Effekt mehr oder weniger stark ausgeprägt sein, was somit zu verfälschten Messergebnissen führt.
- Stoßkanten
Wenn der entfernte Streifen nicht breit genug ist, bewegen sich beide Stoßkanten aufeinander zu und können u.U. aufeinandertreffen. Hierdurch wird die Verformung unterbrochen und das Messergebnis verfälscht. Bei dünnwandigen Rohren ist es möglich, die beiden Stoßkanten aneinander vorbei zu führen. Danach reiben jedoch die beiden Rohrflächen aneinander, was ebenfalls zu einem verfälschten Messergebnis führt. Die Alternative, einen breiteren axialen Streifen herauszutrennen ist nicht zu empfehlen, da die Abstandsmessung der sich aufeinander zu bewegenden Markierungen erschwert wird, was ebenfalls zu Messfehlern führt.
- Zeitmessung
Bei während der Durchführung des Sägeschnitts finden Verformungen statt. Diese sind jedoch undefiniert und können somit nicht in den Zeitverlauf des Janson-Tests einbezogen werden. Auch dies erschwert die Reproduzierbarkeit der Messergebnisse und führt zu Fehlern.
Zusammenfassung
Der Janson-Test ist in der Praxis weit verbreitet, weist jedoch diverse Probleme auf:
- Annahme eines linearen Eigenspannungsverlaufs innerhalb der Rohrwand
- Keine Aussage über die Spannungsverteilung möglich
- Schwierige Handhabung des Prüfverfahrens, dadurch schlechte Reproduzierbarkeit
Derzeit finden unterschiedliche Anstrengungen statt, um optimierte Prüfverfahren zu entwickeln
Wenn Sie über weitere Beiträge zum Thema Troubleshooting Extrusion informiert bleiben möchten, melden Sie sich hier für unseren kostenlosen Newsletter an. Gleichzeitig erhalten Sie Zugang zu unserem kostenlosen Downloadbereich.




{kind=link}
{kind=link}
{kind=link}
{kind=link}