
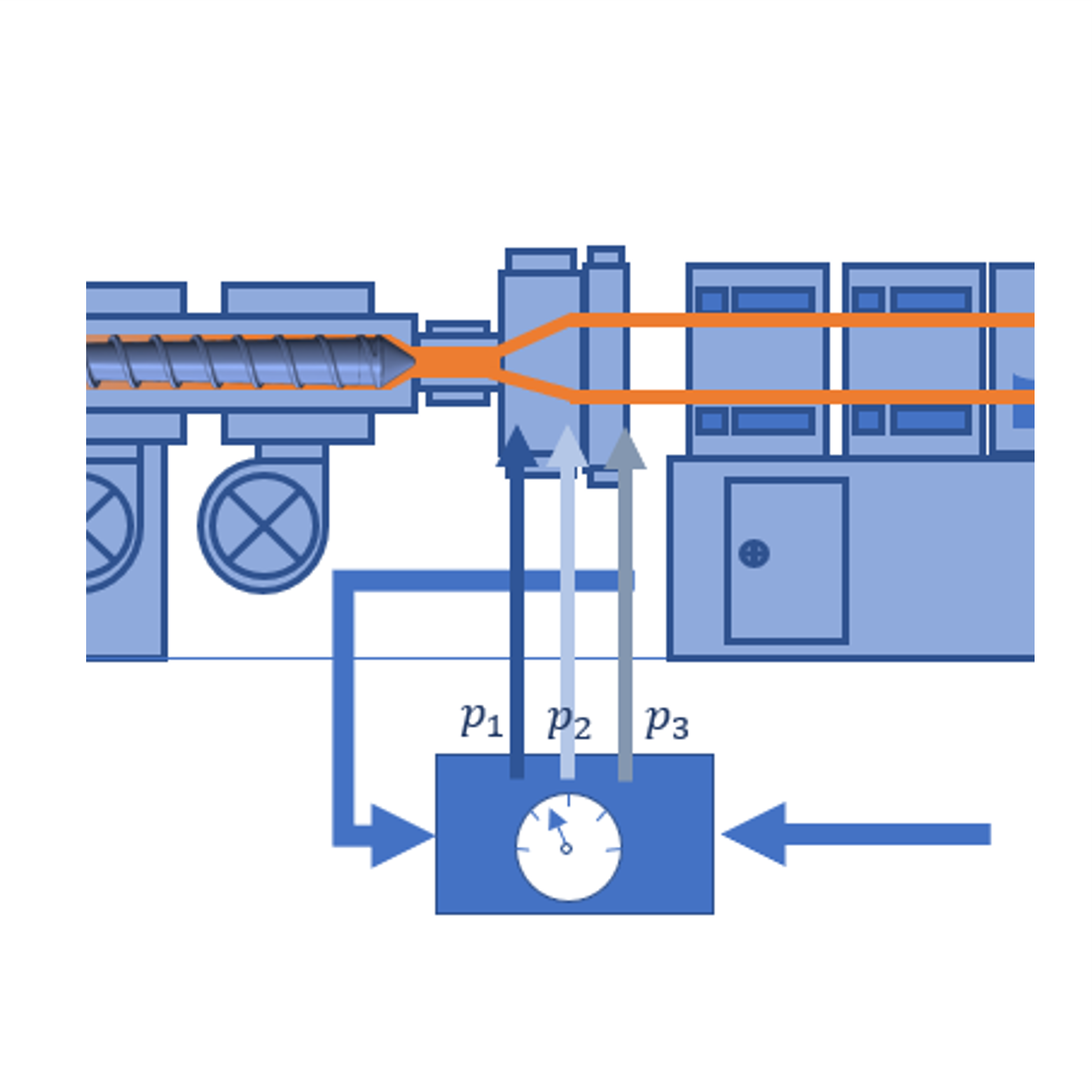
Die Schnecke eines Extruders gilt als das „Herzstück“ der Maschine und kann einen wesentlichen Einfluss auf die erreichbare Produktqualität, den erreichbaren maximalen Durchsatz sowie die Effizienz der Produktionsanlage ausüben. Es existieren unterschiedliche grundsätzliche Konzepte des Schneckendesigns, die verschiedene Vor- und Nachteile mit sich bringen.
In Extrudern wird der Kunststoff-Rohstoff im wesentlichen durch Umwandlung von Reibung (Friktion) in Wärme (thermische Energie) verflüssigt (plastifiziert). Diese Umwandlung von mechanischer Energie in thermische Energie (als Dissipation) bezeichnet wird hauptsächlich durch das Design der Schnecke beeinflusst. Zur Erreichung einer möglichst großen Aufschmelzleistung ist es notwendig, möglichst viel Friktion im Extruder zu erzeugen. Gleichzeitig führt eine hohe Friktion aber auch zu starken mechanischen Beanspruchungen der Schmelze, zu einer starken Temperaturentwicklung sowie hohen Reibkräften (Verschleiß).
Ziel bei der Auslegung einer Schnecke ist es somit, einen Kompromiss zwischen hoher Aufschmelzleistung und schonender Verarbeitung zu finden.
Weitere Ziele sind:
- gutes Förderverhalten für Feststoff (Granulat, Pulver, Flakes) im Einzugsbereich
- gutes Förderverhalten für Schmelze
- gute Plastifizierleistung
- gute thermische Homogenisierleistung
- gute stoffliche Homogenisierleistung
- Vermeidung von Materialschädigung
- große Verarbeitungsbandbreite
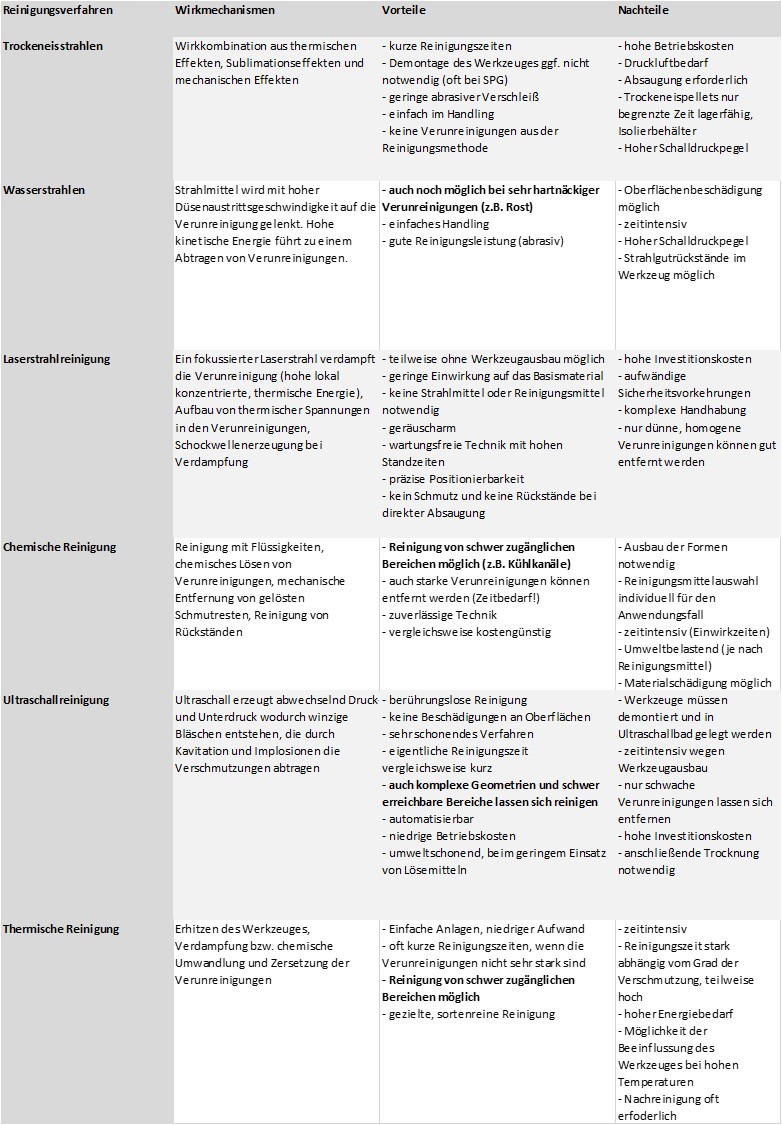
- gutes Reinigungsverhalten
- (ggf. Entgasung)
Zur Erreichung der oben genannten Ziele werden unterschiedliche Schneckentypen eingesetzt, wobei die häufigsten Systeme den Obergruppen
- 3-Zonen-Schnecke,
- Barriereschnecke sowie
- Entgasungsschnecke
zugeordnet werden können.
Die 3-Zonen Schnecke ist heute der Standard für den größten Teil der Kunststoffverarbeitung und wird für unterschiedlichste Materialien eingesetzt. Im Bereich der Verarbeitung von scherempfindlichen Materialien (z.b. PVC) kommen jedoch oft Sonderformen mit verringerter Kompression, im Bereich von stark kristallinen Kunststoffen auch häufig Sonderbauformen mit erhöhter Kompression zum Einsatz. Dennoch gilt die 3-Zonen Schnecke als klassischer Allrounder im Bereich der Extrusionsschnecken. Zur Verbesserung der Homogenisierug werden 3-Zonen Schnecken oft mit unterschiedlichen Mischteilen, zum Beispiel Rautenmischern oder Wendelschermischteilen kombiniert.
3-Zonen-Schnecke
Die 3-Zonen Schnecke besteht grundsätzlich aus den 3-Zonen:
- Einzugszone
- Kompressionszone
- Ausstoßzone (Meteringzone)

Im Bereich der Einzugszone ist der Kerndurchmesser der Schnecke gering, so dass das Material gut in den Schneckenkanal einrieseln kann und ohne starke Friktion in Achsrichtung transportiert und gleichzeitig kompaktiert werden kann. Im Bereich der Kompressionszone nimmt der Kerndurchmesser der Schnecke kontinuierlich zu, so dass das freie Volumen abnimmt, die Friktion erhöht wird und Druck aufgebaut werden kann. Innerhalb der Kompressionszone findet der wesentliche Aufschmelzvorgang statt. In der anschließenden Meteringzone in der der Kerndurchmesser der Schnecke konstant den maximalen Wert beibehählt, wird das Material ausgestoßen und homogenisiert.
Entgasungsschnecke
Wenn beim Aufschmelzen des Materials unzulässige Mengen an flüchtigen Bestandteilen entstehen, beispielsweise Monomere, Dämpfe, Gase oder Lösungsmittel ist es oft sinnvoll das Material im Extruder zu entgasen. Dazu werden spezielle Entgasungsextruder mit einer zusätzlichen Entgasungsöffnung und einer speziellen Entgasungsschnecke eingesetzt. Eine Entgasungsschnecke verfügt hinter der Kompressionszone über einen Bereich, in dem der Kerndurchmesser der Schnecke wieder abnimmt, so dass der aufgebaute Druck entspannt wird und die flüchtigen Bestandteile über eine Öffnung im Zylinder abgelassen (bzw. abgesaugt) werden können. Anschließend folgt eine zweite Kompressions- sowie die eigentliche Meteringzone.

Entgasungschnecken werden überall dort eingesetzt, wo flüchtige Bestandteile der Schmelze entzogen werden sollen, insbesondere auch bei der Verarbeitung von Rezyklaten (z.B. PET-Flakes).
Barriereschnecke
Die Barriereschnecke gehört heute zu den am häufigsten eingesetzten Schneckentypen und wird zur Verarbeitung unterschiedlichster Materialien vom klassischen Polyolefin bis hin zum technsichen Thermoplast eingesetzt. Die Besonderheit der Barriereschnecke ist das Vorhandensein eines zusätzlichen Schneckensteges in der Plastizifierzone, dem sogenannten Barrieresteg. Dieser zusätzliche Barrieresteg beginnt hinter der Einzugszone und verläuft mit einer stärkeren Steigung durch die gesamte Plastifzierzone hindurch, bis er am Ende der Plastifizierzone wieder verschwindet. Die Aufgabe des Barrieresteges ist dabei, den Schneckengang in zwei Teilbereiche aufzuspalten. Diese Teilung des Schneckenganges ermöglicht eine Separation von bereits aufgeschmolzenem Material (Schmelze) und dem noch existierenden Feststoffbett (Granulatkörner).
Am Anfang der Kompressionszone beginnt der Kunststoff aufzuschmelzen und fließt hinter dem meist etwas niedrigeren Barrieresteg zusammen, wo die Schmelze sich sammelt. Das Feststoffbett verbleibt zum Großteil hinter dem Barrieresteg. Durch diese Separation ist eine gezielte Trennung von Schmelze und Feststoff möglich, die insbesondere eine höhere Plastifizierleistung hervorrufen kann.

In klassischen Schnecken wird das Feststoffbett von schmelzflüssigem Material umschlossen, so dass nur relativ wenig Friktion auf die Granulatkörner einwirken kann. Die Wärmeeinbringung in den Feststoff erfolgt somit maßgeblich durch Wärmeleitung, wodurch die Plastifizierleistung schlechter wird. Bei der Barriereschnecke wird dieses isolierende Schmelzepolster vom Feststoffbett separiert, so dass direkte Friktion zwischen Zylinder oder Schnecke und Feststoffbett stattfinden kann, was die Plastifzierleistung erhöht.
Im direkten Vergleich erreicht die Barriereschnecke somit meist eine höhere Plastifizierleistung und eine bessere Homogenisierleistung, hat aber oft eine etwas schlechter kontrollierbare Massetemperatur. Zudem ist die Barriereschnecke deutlich aufwändiger in der Fertigung wodurch der Preis in der Regel höher ist.
Weitere Informationen zum Thema Extrusion sowie hilfreiche Hintergrundinformationen erhalten Sie auch in unserem kostenlosen Downloadbereich, für den Sie sich hier registrieren können.
(Hinweis: Die Darstellung der abgebildeten Schnecken dient der Erläuterung der Unterschiede und ist schematisch. Die Zonenlängen und Gangtiefen können von realen Konzepten abweichen. Es handelt sich folglich nicht um realisierbare Schneckenkonzepte.)




{kind=link}
{kind=link}
{kind=link}
{kind=link}