
In Kunststoffverarbeitungsprozessen kommt es häufig zu Qualitätsproblemen, deren Ursachen im Vorhandensein von Engelshaar, Verunreinigungen oder Stäuben liegt. Als Engelshaar bezeichnet man sehr feine, haarähnliche Kunststofffäden, die bei der Materialförderung entstehen können. Stäube sind feine feste Partikel verschiedener Größe und können sowohl aus Kunststoff, sehr wohl aber auch aus anderen Materialien sein. Aber was sind die Ursachen für die Entstehung von Engelshaar und Staub im Fördersystem und wie lassen sich die dadurch entstehenden Probleme vermeiden?
Im heutigen Produktionsalltag sind zentrale Siloanlagen sehr häufig, wodurch vergleichsweise lange Förderwege für das Kunststoffmaterial (Schüttgut) resultieren. Bei der Förderung von Granulat treten verschiedene Herausforderungen auf, bei denen es wichtig ist, diese zu beherrschen. In der Regel wird das Schüttgut pneumatisch gefördert. Die Förderung des Materials erfolgt in Rohren oder Schläuchen, indem in diesem System eine Gasströmung (in der Regel Luft) erzeugt wird. Durch den entstehenden Volumenstrom wird das Schüttgut mitgerissen und im Rohr transportiert.
Die Volumenströme und somit die Fördergeschwindigkeiten können dabei unterschiedlich hoch sein und liegen bei einer Flugförderung meist im Bereich von mehr als 20m/s.
Diese hohen Geschwindigkeiten, mit denen das Granulatkorn durch das Rohr bewegt wird, können im Falle eines Kontaktes des Ganulates mit einer Wandung des Fördersystems zu hohen Impulskräften bzw. zu Reibung führen. Besonders kritisch sind somit all diejenigen Stellen im Fördersystem, in dem das Granulat umgelenkt wird. Die hier entstehenden Reibkräfte führen dann wiederum dazu, dass Verschleiß auftreten kann.
Dies kann folgende Auswirkungen haben:
- Das Granulatkorn wird so stark beansprucht, dass kleine Partikel herausbrechen oder es zerschlagen wird
- Die auf das Leitungssystem wirkenden Kräfte sind so groß, dass die Rohrleitungen abrasiv verschlissen werden
Die zwei oben genannten Situationen rufen dann weitere Folgen hervor. Zum einen können Kunststoffstäube (durch Herausbrechen kleiner Partikel aus dem Granulat) entstehen. Zum anderen können aber auch Stäube aus anderen Materialien (durch Herausbrechen kleiner Partikel aus dem Material des Fördersystems) entstehen. Als weitere Problematik muss natürlich auch erwähnt werden, dass auch im Granulat oder im Schüttgut bereits Stäube vorhanden sein können, beispielsweise aus vorgelagerten Prozessen oder sogar bereits in der Neuware enthalten.
Sofern einhergehend mit dem Auftreten sehr kleiner Kunststoffpartikel noch eine thermische Einwirkung (erhöhte Temperaturen, hohe Reiberwärmung) vorhanden ist, kann es zum Anschmelzen des Staubes kommen, wodurch dieses Staubkorn in Kombination mit den hohen Fördergeschwindigkeiten einen Faden ziehen kann – das Engelshaar ist entstanden.
Wie kann die Ausbildung von Staub und Engelshaar vermieden werden?
Um die Entstehung von Staub zu vermeiden, stehen verschiedene Möglichkeiten zur Verfügung. Dabei ist jedoch zunächst einmal zu klären, woher der Staub stammt und in welchem Prozessschritt er entsteht:
1. Staub entsteht im eigenen Fördersystem
a) Staub Entstehung aus dem Material des Schüttguts (Kunststoff-Granulat)
b) Staub Entstehung aus dem Material des Fördersystems
2. Staub ist bereits im angelieferten Material vorhanden
Abhängig davon, woher der Staub kommt und um was für eine Art Staub es sich handelt, stehen unterschiedliche Möglichkeiten zur Vermeidung zur Verfügung.
Zu 1a:
Sofern der Staub im eigenen System entsteht und die Stäube aus dem gleichen Material wie das Schüttgut selbst sind, kann versucht werden die Entstehung des Staubes zu vermeiden. Dazu ist es notwendig, die auf das Schüttgut einwirkenden Kräfte möglichst gering zu halten.
Beeinflussung des Strömungssystems
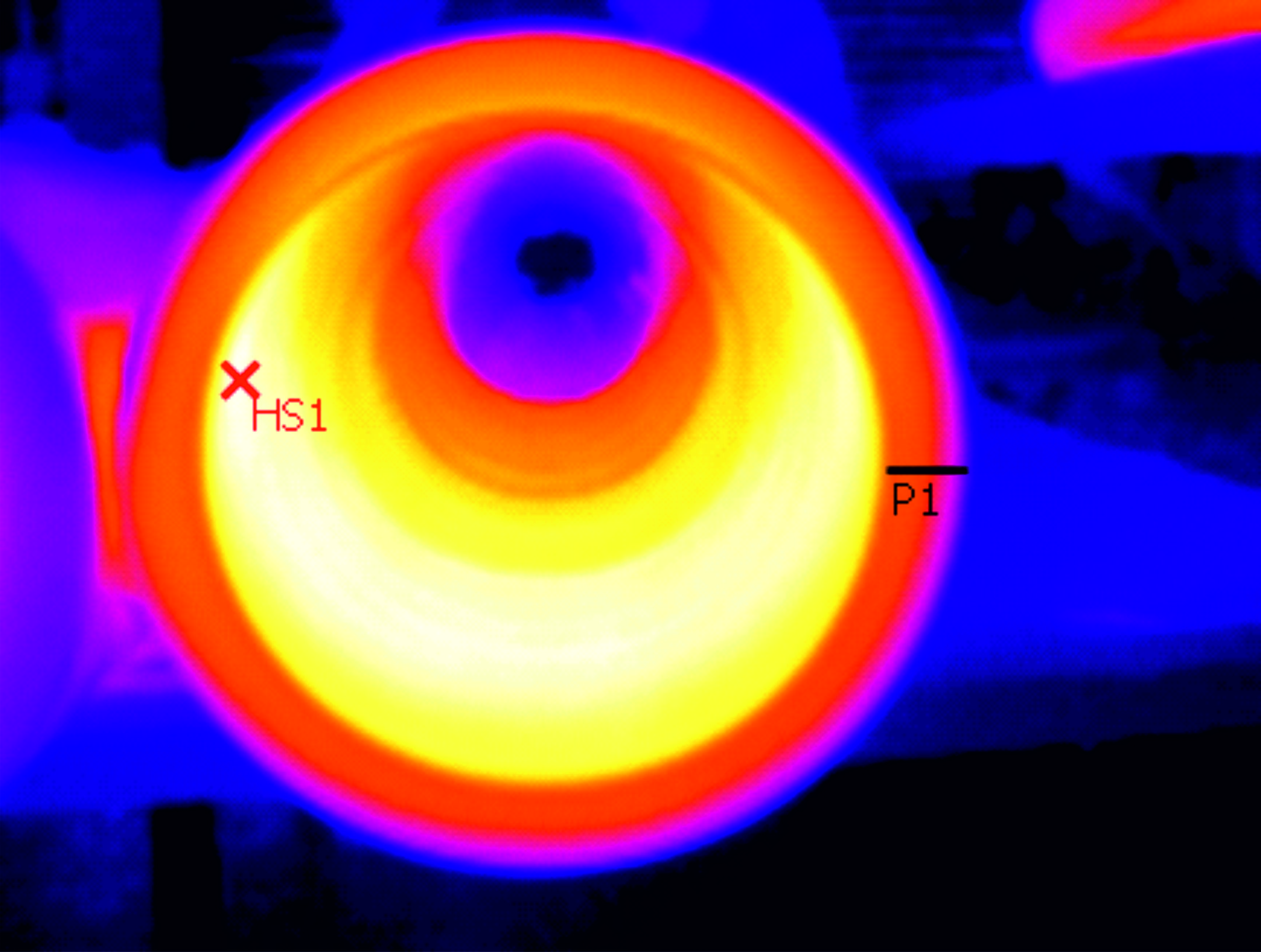
Aufgrund der Tatsache, dass die größten Reibkräfte im Bereich der Umlenkung entstehen, sollte auf diese Bereiche besonderes Augenmerk gelegt werden. Innerhalb der Umlenkung prallt das Material gegen den Bogen, wie in der untenstehenden Abbildung dargestellt.

Zur Vermeidung des Aufprallimpulses und der damit verbundenen Reibung werden verschiedene geometrische Alternativen angeboten. Dazu gehören beispielsweise Pralltöpfe oder strömungstechnisch optimierte Umlenkgeometrien. Ziel dieser speziellen Umlenkgeomtrien ist es, die auf das Granulatkorn einwirkenden Kräfte zu reduzieren und somit die Entstehung von Staub und Engelshaar zu verringern.


Beeinflussung durch Oberflächenrauhigkeit
Eine Erhöhung der Rauigkeit oder Welligkeit der Innenoberfläche des Fördersystems kann ebenfalls positiven Beitrag leisten, da somit die Ausbildung einer lamiaren Strömung erschwert und das Auftreten einer turbulenten Strömung begünstigt wird.
Beeinflussung durch Prozessparameter
Sofern möglich, kann durch eine Absenkung der Temperatur des zu fördernden Schüttgutes die Ausbildung von Engelshaar erreicht werden, da somit das Erweichen des Materials im System verhindert werden kann.
Eine alternative Variante die auch einen positiven Beitrag zur Vermeidung der Staubentstehung leisten kann, ist das Absenken der Fördergeschwindigkeiten auf das kleinstmögliche Niveau.
Beeinflussung der Strömung
Eine andere Variante zur Vermeidung von Staubbildung ist es, die auftretenden Kräfte durch eine Veränderung des Förderprinzips zu verringern. Während bei der Flugförderung konstante Strömungen mit Luftgeschwindigkeiten von über 25m/s eingesetzt werden, existiert auch die Möglichkeit des Einsatzes von verlangsamten oder pulsierenden Luftströmungen die dann zu deutlich geringeren Strömungsgeschwindigkeiten führen können.
In diesem Fall wird von Langsam- oder Dichtstromförderung gesprochen, bei der lediglich Geschwindigkeiten von unter 10m/s auftreten. Bei einer derartigen Förderung wird das Material schwallartig, pulsierend durch die Leitung gefördert, wozu allerdings vergleichsweise hohe Drücke benötigt werden.
Eine ebenso interessante Alternative ist der Einsatz einer Förderung, die einen Strömungs-Geschwindigkeitsbereich zwischen der Langsamförderung und der Dichtstromförderung verwendet. Hierbei treten Luftgeschwindigkeiten von 10-25m/s auf und das Material wird aus einer „Hybridströmung“ aus Dichtstromförderung und Flugförderung bewegt. Diese Kompromisslösung erfordert geringere Drücke als die Dichtstromförderung, erreicht aber auch höhere Strömungsgeschwindigkeiten.
(Hinweis: Interessante Animationen zu den verschiedenen Förderprinzipien finden Sie bei einer Google Suche nach dem Stichwort: Strandphase Förderung auf den Webseiten der Firma Pelletroneurope)
Zu 1b:
Sofern der entstehende Staub aus dem Material des Fördersystems stammt, ist die Verwendung alternativer Materialien mit einer höheren Härte ein möglicher Lösungsansatz. Dazu werden in der Regel Glasbögen oder keramische Bögen sowie gehärtete Stähle verwendet. Dies vermeidet den Abrieb und somit auch den Verschleiß des Rohrbogens. Zudem ist auch der Einsatz der oben gezeigten geometrisch veränderten Rohrbögen eine Alternative, da hier ebenfalls die auftretenden Kräfte und somit auch der Abrieb am Umlenksystem reduziert werden können.
Zu 2:
Sofern das Material bereits verunreinigt angeliefert wird, bleibt im Bereich der Ursachenvermeidung letztendlich nur die Möglichkeit den Lieferanten zu kontaktieren um eine Lösung herbeizuführen, bzw. den Lieferanten zu wechseln.
Sofern jedoch die Vermeidung der Entstehungsursache nicht durchgeführt werden kann, existieren auch technische Möglichkeiten um den entstandenen Staub oder das Engelshaar nachträglich zu entfernen.
Was tun wenn die Entstehung nicht vermieden werden kann?
Sofern eine Vermeidung der Entstehung von Staub und Engelshaar nicht möglich ist, können weitere Maßnahmen ergriffen werden um das Schüttgut von Stäuben zu reinigen und die Stäube aus dem Material zu entfernen. Zur Reinigung des Materials von Stäuben können unterschiedliche Systeme eingesetzt werden.
Zu den häufigsten Reinigungssystemen (Entstaubungsgeräten) zählen:
- Schwerkraftsichter
- Zyklonabscheider
- Systeme mit Induktionsspulen
Eine Funktionsbeschreibung der Entstaubungssysteme folgt in einem späteren Beitrag.
Sofern Sie an weiteren Informationen zum Thema Troubleshooting Extrusion interessiert sind, registrieren Sie sich doch für unseren kostenlosen Newsletter und bleiben Sie informiert über das Erscheinen neuer Beiträge. Gleichzeitig erhalten Sie Zugriff zu unserem kostenlosen Downloadbereich mit vielen hilfreichen Checklisten, Excel-Tools und Simulationsergebnissen.




{kind=link}
{kind=link}
{kind=link}
{kind=link}