
Bei Extrusionszylindern wird generell unterschieden in Glattrohrextruder (konventioneller Extruder) und in genutete Extrusionszylinder (Nutbuchsenextruder, Helibar, etc.). Die Unterschiede der verschiedenen Systeme liegen, wie der Name schon nahelegt, in der Gestaltung des Extruderzylinders. Während der konventionelle Extruder einen vollständig glatten Zylinder besitzt, sind bei einem genuteten System auf der Innenseite des Zylinders Nuten eingebracht. Welche Vorteile die verschiedenen Systeme besitzen und wann diese eingesetzt werden, ist Inhalt dieses Artikels.
(Obere Abbildung: Schnitt durch Extrusionszylinder (schematisch), links: Glattrohr ohne Nuten; rechts: Zylinder mit axialen Nuten)
Aus geometrischer und fertigungstechnischer Sicht können Extrusionszylinder in die beiden Gruppen:
- glatte Zylinder ohne Nuten
- genutete Zylinder (mit unterschiedlichsten Nutengeometrien)
unterteilt werden.
Geometrie, Anzahl, Verlauf und Form der Nuten
Die Form, die Anzahl, der Verlauf und die Länge der Nuten können dabei sehr unterschiedlich sein.
Als mögliche Nutenformen kommen rechteckige-scharfkantige, rechteckige-abgerundete, halbkreisförmige, trapezförmige und weitere Sonderformen zum Einsatz, die sich zudem in der Breite, Tiefe und der Anzahl über dem Innenumfang unterscheiden können.
Hinsichtlich des Verlaufes sind rein axiale Nuten aber auch wendelförmig über den Innenumfang verlaufende Systeme (Helix) etabliert.

Abbildung zeigt verschiedene Geometrieformen die für Nuten eingesetzt werden
Die Länge der Nuten kann dabei ebenfalls sehr unterschiedlich sein. Oft endet der genutete Bereich am Ende der Einzugszone wobei die Nuttiefe dann ausgehend von einer Anfangstiefe kontinuierlich bis auf den Innendurchmesser des Zylinders abnimmt. Aber nicht immer verringert sich die Tiefe der Nut kontinuierlich und läuft auf den eigentlichen Kerndurchmessers des Zylinders aus. In einigen Fällen werden die Nuten auch bis zum Ende des Extruders durchgezogen.
Was passiert im Extruder mit dem Granulat, wenn der Zylinder glatt oder genutet ist?
Eine der wichtigsten Aufgaben eines Extruders ist es, den Kunststoff von der Einfüllöffnung zur Düse zu fördern. Damit ein schneckenbasiertes System in der Lage ist, eine axiale Förderung zu realisieren, ist es erforderlich die in den Schneckengängen befindliche Kunststoffmasse daran zu hindern, dass diese sich „mitdreht“ und somit auf einer Kreisbahn rotiert, anstatt axial gefördert zu werden.
Als anschauliches Beispiel kann dabei das Schraube-Mutter Modell verwendet werden. Befindet sich eine Mutter auf einer Schraube und die Schraube wird gedreht, dreht sich die Mutter mit der gleichen Geschwindigkeit, ohne dass diese axial auf der Schraube bewegt wird. Wirkt jedoch eine Widerstandskraft (Reibung) auf die Mutter, so tritt die Situation ein, dass die Schraube langsamer rotiert und gleichzeitig in axialer Richtung verschoben wird. Sofern ein Formschluss eine Rotation der Schraube vollständig verhindert, tritt eine reine axiale Bewegung der Mutter ein.

Abbildung: Schraube-Mutter Modell, als anschauliches Beispiel für die Förderung von Granulat in einem Extruder (nach: Chris Rauwendaal)
Übertragen existieren also drei mögliche Situationen der Granulatbewegung innerhalb eines Extruders:
- Das Granulat wird nicht axial gefördert, sondern folgt einer Rotationsbahn um die Schnecke herum. Dieser Extrem-Zustand würde erfordern, dass die Reibkräfte zwischen Granulat und Schnecke sehr viel größer sind als die Reibkräfte zwischen Granulat und Zylinder.
- Das Granulat wird rein axial gefördert und das Granulat bewegt sich nicht auf einer Kreisbahn wie die Schnecke. Dieser Extremzustand würde erfordern, dass die Reibkräfte zwischen Zylinder und Granulat sehr viel größer sind als die Reibkräfte zwischen Granulat und Schnecke.
- Das Granulat wird sowohl axial gefördert, es findet aber auch eine rotierende Bewegung statt.
Die dritte genannte Option tritt üblicherweise in der Praxis in einem Extruder auf. Das Granulat wird axial gefördert, bewegt sich aber dennoch auch auf einer Kreisbahn. Die Granulaförderung findet somit auf einer Spiralbahn vom Extrudereintritt zur Düse statt. Die zweite Option kann ausschließlich bei Nutbuchsenextrudern auftreten und auch nur, wenn durch die Geometrie der Nuten die kreisförmige Bewegung vollständig unterbunden werden kann.
Mit den oben aufgeführten Erläuterungen ist nun verständlich, welche Wirkung eine genutete Einzugszone haben kann. Durch die genutete Gestaltung der Zylinder-Innenoberfläche gelangen Granulatkörner in die Nuten, wobei die (axialen) Nuten verhindern, dass das Granulat sich in Umfangsrichtung bewegen kann. Eine Rotationsbewegung des Granulates wird somit erschwert und eine axiale Bewegung des Granulates erzwungen.Zudem entsteht im eigentlichen Schneckengang eine „Verkeilung“ die ebenfalls eine axiale Förderung begünstigt.
Die genauen Abläufe innerhalb der Nuten lassen sich dabei je nach Tiefe der Nuten im Verhältnis zur Größe des Granulates unterscheiden. Wie genau die Ausführung der Nuten einen Einfluss auf die Förderung haben kann, folgt in einem weiteren Beitrag.
Vereinfachend kann festgehalten werden, dass ein Nutbuchsenextruder aufgrund der Gestaltung der Zylinder-Innenoberfläche eine Vergrößerung der Reibung (bzw. sogar eine Art Formschluss) realisieren kann, wodurch die axiale Förderwirkung erhöht und die umfangsgerichtete Bewegung des Granulates verringert wird. Der Nutbuchsenextruder wird folglich auch als „fördersteifer Extruder“ bezeichnet und es wird von einer „Zwangsförderung“ gesprochen.
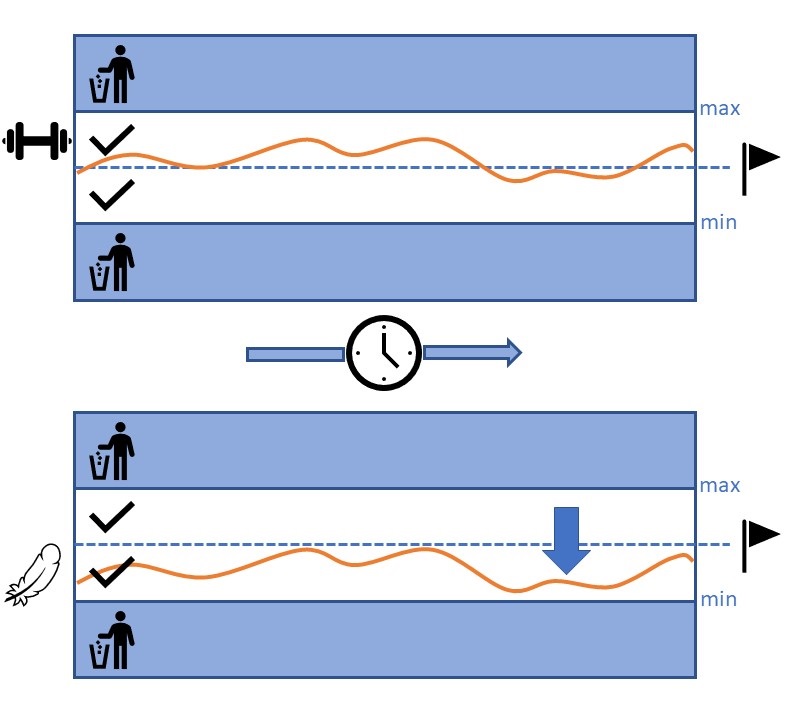
Druckaufbau im Glattrohrextruder und Nutbuchsenextruder
Aufgrund der oben genannten Situation, existiert in Glattrohrextrudern und Nutbuchsenextrudern ein sehr unterschiedliches Druckaufbauverhalten. Im Glattrohrextruder wird der Druck kontinuierlich über die Länge der Schnecke aufgebaut und erreicht im letzten Bereich des Extruders den maximalen Schmelzedruck. Im Nutbuchsenextruder hingegen wird der maximale Druck bereits früh erreicht und baut sich dann im weiteren Verlauf des Extruders bzw. des Extrusionswerkzeuges wieder ab.

Abbildung: Druckaufbau im Glattrohrextruder und Nutbuchsenextruder (schematisch)
Ein besonderer Vorteil, den der Nutbuchsenextruder besitzt ist, dass im Nutbuchsenextruder der Druckaufbau und damit auch der Massenstrom unabhängig vom Gegendruck des Werkzeuges konstant ist. Dieser besondere Vorteil macht den Nutbuchsenextruder für gewisse Anwendungen, in denen der Gegendruck variiert (z.B. bei verstellbaren Düsen zur Wanddickensteuerung beim Blasformen) sehr gut einsetzbar.
Aufgrund des Druckaufbauverhaltens des Nutbuchsenextruders resultieren jedoch auch gewisse Nachteile, wie beispielsweise eine verringerte Mischleistung des Extruders. Dadurch, dass beim Glattrohrextruder am Ende des Systems der maximale Druck vorherrscht, strömt kontinuierlich ein kleiner Teil des bereits aufgeschmolzenen Materials wieder in Richtung Einzugszone (z.B. über die Leckspalte der Schnecke), so dass eine verbesserte Durchmischung erreicht werden kann. Im Nutbuchsenextruder ist die aus dem Druck resultierende Strömungskomponente mit der Förderrichtung gleich gerichtet. Somit entsteht hier keine zusätzliche Mischung, so dass oft zusätzliche Mischteile eingesetzt werden müssen.
Nutbuchsenextruder oder Glattrohrextruder
Grundsätzlich weisen beide Extruderkonzepte gewisse Vor- und Nachteile auf und besitzen einen ähnlichen, sich überschneidenden Einsatzbereich. Somit ist für viele Anwendungen nicht genau klassifizierbar, ob ein genuteter Einzugsbereich nun das Mittel der Wahl oder ein glatter Extruder die besseren Ergebnisse zeigt. In vielen Betrieben ist es in der Praxis auch üblich, dass ein und das selbe Produkt sowohl auf Glattrohrextrudern als auch auf Nutbuchsenextrudern produziert werden kann.
Nutbuchsenextruder: Vorteile, Nachteile, Einsatzbereiche und Grenzen
- Nutbuchsenextruder gilt als „Feststofffördermaschine“
- tendenziell sind höhere Massedurchsätze möglich
- gut bei Material mit geringem Reibungskoeffizienten (Material rotiert nicht mit der Schnecke, Förderwirkung bleibt hoch)
- Massedurchsatz soll möglichst unabhängig vom Gegendruck sein (z.B. bei während der Extrusion variierenden Düsenweiten, beim Einsatz von Filtern die sich zusetzen, etc.)
- hohe Förderleistungen sind möglich
- Extruder arbeitet mit hoher Konstanz, Massedurchsatz ist nur von der Drehzahl abhängig (ähnlich einer Pumpe)
- Einsatz ist meist nur bei Granulaten möglich (kein Recyclingmaterial, kein Randbeschnitt, etc), da das System sehr empfindlich auf Schüttdichteschwankungen reagiert und somit die Durchsatzkonstanz gefährdert ist
- der Einsatz von zusätzlichen Schmelzepumpen ist meist nicht notwendig
- in der Regel ist eine Kühlung der Nutbuchse (meist wassergekühlt) erforderlich, teilweise ist auch eine Temperierung mittels Temperiergeräten sinnvoll
- kleine bis mittlere Maschinengrößen verfügbar
- Nutbuchsenextruder wurden ursprünglich für die Verarbeitung von PE und PP entwickelt und werden bis heute auch schwerpunktmäßig dafür eingesetzt (aber nicht ausschließlich)
- Verarbeitung sehr harter Materialien (z.B. viele amorphe Materialien) bedingt möglich, spezielle Erfahrungen notwendig
- es können teilweise sehr hohe Drücke auftreten
- es können Drehmomentspitzen auftreten
- erhöhter Verschleiß
- gilt im Bereich der Blasfolienextrusion und beim Blasformen als Standard
Glattrohrextruder: Vorteile, Nachteile, Einsatzbereiche und Grenzen
- Glattrohrextruder gilt als „Schmlzefördermaschine“
- Mischwirkung des Extruders ist sehr gut
- Schüttdichteschwankungen sind meist unproblematisch, z.B. Verarbeitung von Recycling-Material, Randbeschnitt, Flakes, etc.
- sehr universell
- einfaches, kostengünstiges langlebiges System
- keine zusätzliche Kühlung notwendig
- kann eingesetzt werden, wenn die oben genannten spezifischen Vorteile des Nutbuchsenextruders nicht notwendig sind
- Veränderungen im Gegendruck führen zu Veränderungen im Durchsatz (z.B. bei sich zusetzenden Filtern)
Wenn Sie Interesse an weiteren Informationen und kostenlosem Downloadmaterialien haben oder automatisch beim Erscheinen neuer Beiträge informiert werden möchten, melden Sie sich hier für unseren Premiumbereich und Newsletter an.




{kind=link}
{kind=link}
{kind=link}
{kind=link}