
Unter dem Begriff Assistenzsystem werden elektro-, informationstechnische oder mechatronische Systeme verstanden, die dem Anwender (z.B. einer Software, eines PKW, einer Anlage, oder einer sonstigen technischen Einrichtung) Hilfestellungen zu einer gerade real vorliegenden Situation zur Verfügung stellen oder sogar aktiv in den Bedienprozess eingreifen und im Hintergrund Aktionen ausführen.
Als virtuelle Assistenten können dabei (z.B. im PC-Bereich) bereits einfache visualisierte Informationen, beispielsweise Beschriftungen oder Tooltips (Hinweise die automatisch erscheinen, wenn der Maus-Zeiger darüber bewegt wird) gelten, die dem User exakt in dem Moment angezeigt werden, wenn er seine Aufmerksamkeit auf diesen Punkt lenkt. So registriert das Assistenzsystem durch die Bewegung der Maus, welche Frage den User gerade möglicherweise beschäftigt und reagiert prompt mit einer punktgenauen, zielgerichteten Information.
Im Automobilbereich übernehmen derartige Assistenzsysteme heutzutage bereits vielfältige Sicherheitsfunktionen, so dass eine Software beispielsweise anhand der Rotationsgeschwindigkeit der einzelnen Räder, dem Lenkwinkel sowie den Informationen von verschiedenen Beschleunigungssensoren registrieren kann, in welchem fahrdynamischen Zustand sich das Fahrzeug gerade befindet und durch gezielten Aktoreingriff die Fahrstabilität wieder herstellen kann.
Beide Systeme haben die grundlegende Funktionalität, dass Sie die Ausgangssituation des Systems registrieren. Das Assistenzsystem erkennt was gerade für eine Situation vorliegt. Diese Kenntnis über die eigene Situation ist der erste Schritt, der notwendig ist um alle weiteren Folgeaktionen einzuleiten.
Was können Extrusionsanlagen heute bereits?
Heute im Einsatz befindliche Extrusionsanlagen verfügen in aller Regel über moderne Maschinensteuerungen (SPS), die mit einer Vielzahl an Sensoren sowie Aktoren ausgerüstet sind. Die Informationen der Sensoren werden dem Maschinenbediener in grafischer Weise anschaulich visualisiert und auch das Speichern historischer Daten ist (bei moderneren Anlagen) meist problemlos möglich.
Die verschiedenen Aktoren der Anlage lassen sich durch den Maschinenbediener schnell und einfach parametrieren, so dass Betriebspunktwechsel oder sonstige Veränderungen am Prozess von einem zentralen Punkt aus (der Maschinensteuerung) effizient umgesetzt werden können. Änderungen an den Betriebspunkten können in moderneren Anlagen als Rezept gespeichert und abgerufen oder bei Veränderungen in Netzwerk-Datenbanken gespeichert werden.
An unterschiedlichen Stellen gehört auch der Einsatz von Regelungen zum Stand der Technik, so dass beispielsweise die Heizleistung einer Heizzone nicht über Vorgabe einer Einschaltzeit der Heizung „gesteuert“ werden muss, sondern über die Vorgabe einer Soll-Temperatur automatisch von der Maschinensteuerung „geregelt“ wird.
An anderen Stellen werden periphere Systeme zur Regelung eingesetzt, die Teilfunktionen als autarke Lösung übernehmen (z.B. Temperiergeräte, Abzug, Säge, IR-Systeme). Diese Systeme verfügen über eine eigene Maschinensteuerung und eine eigene interne Regelung, die systemspezifische Einstellgrößen anpasst. Oft werden bei modernen Anlagen die Sollparameter von der Hauptsteuerung an diese Teilsysteme kommuniziert und es werden Sensorinformationen der Teilsysteme an die Hauptsteuerung zurückgegeben, so dass diese dort visualisiert werden können (bidirektionale Kommunikation). Häufig müssen aber auch die Sollgrößen noch direkt an dem peripheren System eingestellt werden.
Eine heutige Extrusionsanlage verfügt somit bereits über:
- Sensorik zur Erfassung der Situation
- Aktorik zur Beeinflussung der Situation
- integrierten Reglern in der Hauptsteuerung
- zusätzlichen, dezentralen Reglern in peripheren Komponenten
- Kommunikation von Sollwerten an die Peripherie, teilweise bidirektional
Was können Extrusionsanlagen heute (noch) nicht?
Obwohl Extrusionsanlagen heutzutage schon über eine Vielzahl an Sensoren und Aktoren verfügen, ist es heute noch nicht zum Standard geworden, dass Extrusionsanlagen die Qualität des Produktes erkennen und regeln oder dem Maschinenbediener Hinweise zur Bedienung der Anlagen geben können. Eine virtuelle Assistenz ist somit nicht vorhanden.
Auch wenn die Prozessparameter der Anlage (z.B. Schneckendrehzahl, Massedruck, Massetemperatur, Zylinderzonentemperaturen, Drehzahl der Schmelzepumpe, Materialdurchsatz, Metergeschwindigkeit, Kühlungsparameter, etc.) heute ebenso in der Maschinensteuerung bekannt sind, wie beispielsweise wichtige Qualitätskenngrößen (z.B. Ovalität, Wanddickenverteilung, Oberflächenqualität, etc.), so ist eine Zusammenführung von Einstellparametern mit den Auswirkungen auf das Produkt (Qualitätskenngrößen) heute nicht verfügbar.

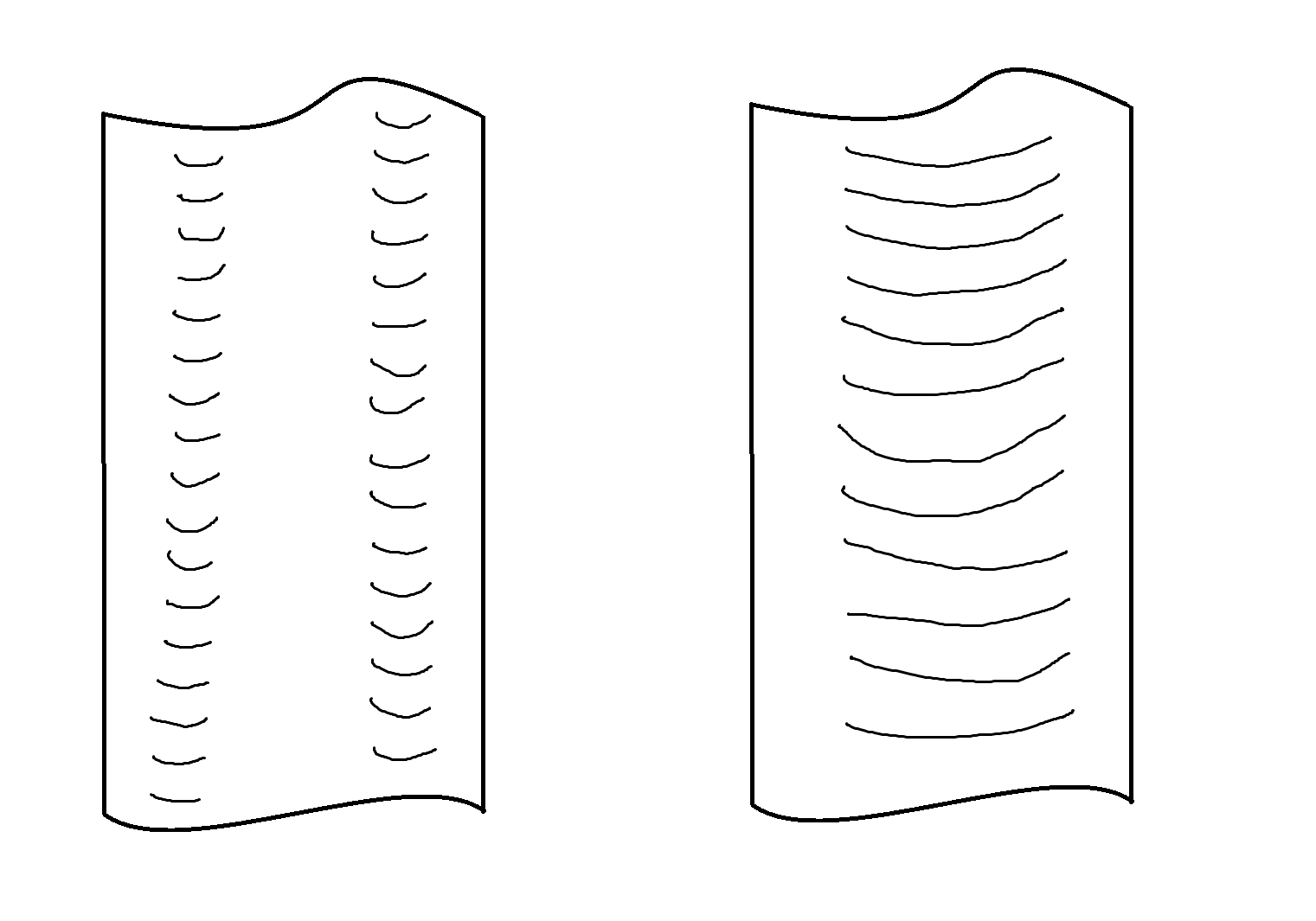
Einer der Gründe, warum derartige Verknüpfungen heute noch nicht zum Stand der Technik gehören, ist die Komplexität des Kunststoffverarbeitungsprozesses. Wie der obigen Grafik schematisch entnommen werden kann, hat nahezu jeder Prozessparameter den man an einer Extrusionsanlage einstellen kann, irgendwie auch einen Einfluss auf andere Prozessgrößen sowie auch Einfluss auf verschiedene Qualitätsparameter.
Es ist somit nicht möglich, einfache (eindimensionale) Zusammenhänge vom Stil: „WENN „Qualität schlecht“, DANN „Prozessparameter X um Y% verringern“ zu identifizieren. Aufgrund der Wechselwirkungen die bei der Extrusion vorherrschen, sind die Zusammenhänge sehr viel komplexer und beeinflussen sich gegenseitig.
Virtuelle Assistenzsysteme in der Extrusion
1. Sensordaten aus dem Prozess
Wie oben gezeigt wird, ist das Vorhandensein von Sensorinformationen zur Bewertung des Zustandes einer Anlage der erste Schritt, wenn ein virtuelles Assistenzsystem aufgebaut werden soll. Das System muss in der Lage sein zu erkennen, in welchem Zustand sich die Anlage eigentlich befindet. Der aktuelle Trend in Richtung Digitalisierung / Industrie 4.0 führt dazu, dass immer mehr Sensorik an Extrusionsanlagen verbaut wird und dass die verschiedenen Informationen immer stärker in vernetzten Systemen zusammenfließen. Dieser Sachverhalt ist somit einer der Faktoren, weshalb virtuelle Assistenzsysteme für die Extrusion heute erst entstehen können.
Die vermehrte Ausstattung von Maschinen mit Sensorik ist jedoch noch nicht ausreichend, um die vollen Vorteile von virtuellen Assistenten nutzen zu können. Leider sind viele wichtige Informationen aus dem Prozess nicht bekannt oder nicht wirtschaftlich messbar (z.B. aufgrund des sehr hohen Preieses von Messsystemen). Das Vorliegen einer digitalen Information über den Prozess-Zustand ist jedoch einer der wesentlichen Faktoren ohne die ein Assistenzsystem nicht funktionieren kann, so dass dieser Punkt weiter vorangetrieben werden muss.
2. Live Computersimulation als Sensor
Die Möglichkeiten der Simulation von Prozessen mit Hilfe von numerischen Simulationssystemen hat in den vergangenen Jahren eine enorme Bedeutung erlangt. Heute ist es möglich Extruderschnecken, Extrusionswerkzeuge oder Kühlstrecken mit Hilfe von unterschiedlichen Computersimulationssystemen zu berechnen, so dass zusätzliche Informationen über den Prozess zur Verfügung stehen, die mit heute verfügbaren physikalischen Messprinzipien unmöglich zu erfassen wären.
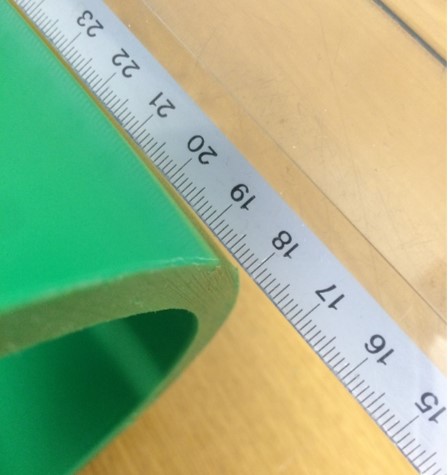
Ein einfaches Beispiel dafür ist die Messung der Kerntemperatur eines extrudierten Profils, einer Platte oder gar eines Vollstabes. Während die Einbringung eines Sensors in diesen Bereich praktisch unmöglich ist, ist die Berechnung der Kerntemperatur (z.B. mit der chillWARE Abkühlsimulation) einfach und schnell realisierbar. Sinnvoll eingesetzt können somit Computersimulationssysteme die sich live auf der Basis von Prozessparametern automatisiert parametrieren, unzählige zusätzliche sinnvolle Informationen über den Prozess zur Verfügung stellen, ohne dass diese real gemessen werden müssen.
3. Prozess-Know-How / Wechselwirkungen
Ist ein Prozess sowie die aus dem Prozess resultierende Produktqualität vollständig als digitale Information vorhanden, ist der Grundstein gelegt um tatsächlich mit dem Aufbau eines virtuellen Assistenzsystems zu beginnen. Aufbauend auf diesen Informationen existiert nun die Möglichkeit Zusammenhänge zwischen Eingangsparametern und Ausgangsparametern zu identifizieren. Gefragt ist ein „Modell“ oder eine „mathematische Formel“, welches auf der Basis der Eingangsinformationen in der Lage ist eine Qualitätskenngröße vorherzusagen.

4. Datengetriebene Modelle vs. physikalische Modelle
Es existieren unterschiedliche Ansätze zur Erzeugung eines solchen Modells, wobei im wesentlichen die datengetriebenen Modelle von den physikalischen Modellen unterschieden werden müssen. Ein datengetriebenes Modell lernt auf der Basis der vorliegenden Daten Zusammenhänge, unabhängig davon ob der Zusammenhang physikalisch gesehen logisch ist oder unlogisch ist. Ein physikalisches Modell besitzt immer einen realen, physikalischen Hintergrund der nachvollziehbar und korrekt sein muss.
Auf den ersten Blick wirkt somit das physikalische Modell überlegen, da nur physiaklisch plausible Informationen in einem physikalischen Modell berücksichtigt werden. Leider sind die physikalischen Modelle den datengetriebenen Modellen jedoch teilweise auch aufgrund der enormen Komplexität unterlegen. Letztendlich besitzen beide Ansätze Vorteile und Nachteile und es sollte fallbezogen eine Entscheidung getroffen werden, ob ein physikalischer Modellierungsansatz, ein datengetriebener Ansatz oder gar ein hybrider Ansatz gewählt werden soll.
5. Assistenzfunktionen
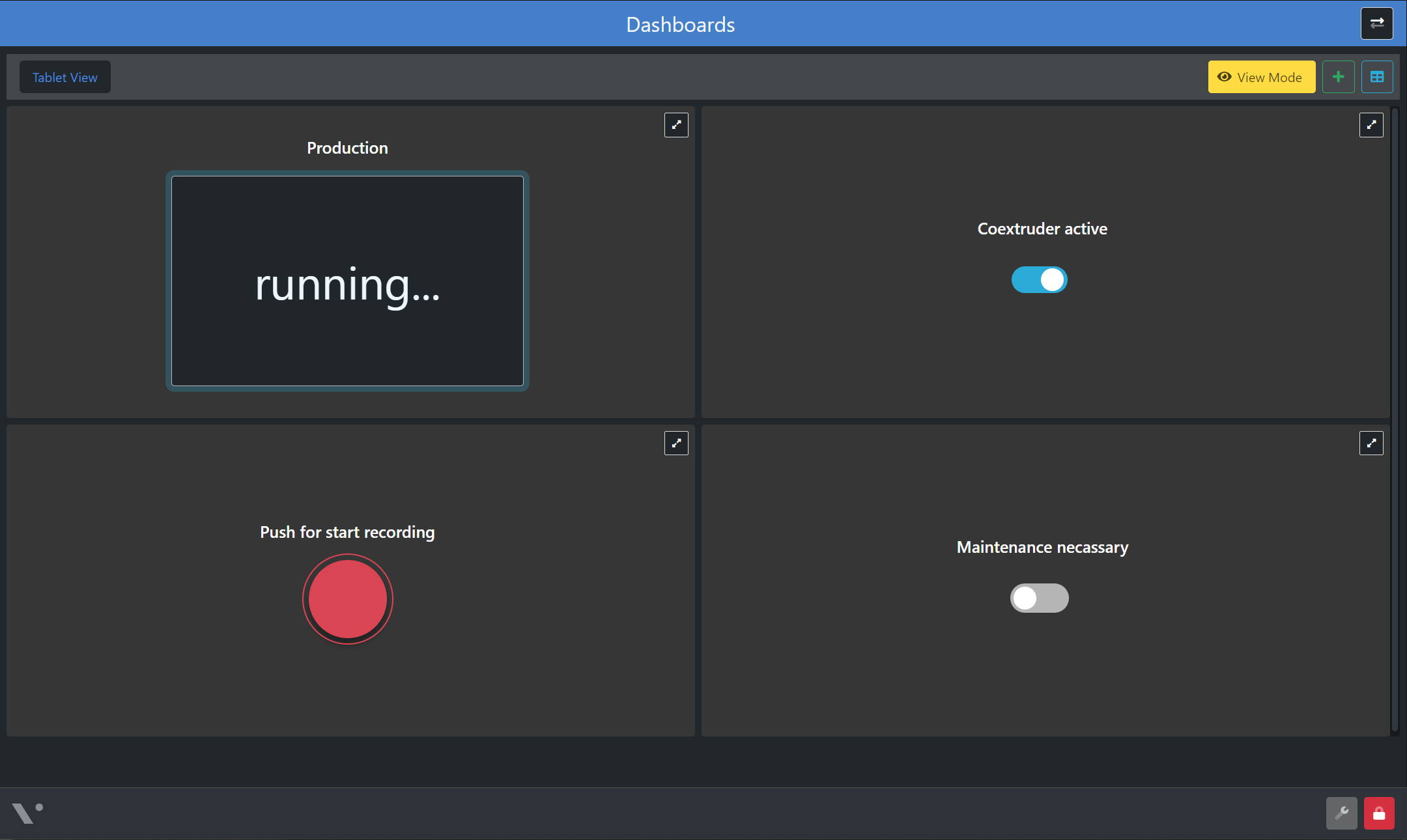
Sofern die Punkte 1.-4. erfolgreich bearbeitet worden sind, kann aufbauend darauf ein Assistenzsystem bereitgestellt werden, welches entweder Informationen zur Verfügung stellt oder alternativ aktiv in den Prozess eingreift. So ist es beispielsweise denkbar, dass eine Extrusionsanlage dem Maschinenbediener folgende Informationen zur Verfügung stellt:
Durch eine Änderung der Prozessparameter auf das Rezept XYZ wäre:
- eine Steigerung der Produktitivät um X% möglich
- eine Reduktion der Eigenspannungen im X% möglich
- eine Verringerung der Deformation des Profils (Bogenlauf) um X% realisierbar
- eine Steigerung der mechanischen Eigenschaften des Produktes um X% möglich
- …
Alternativ wäre natürlich auch ein direkter Eingriff in die Prozessparameter durch das Assistenzsystem möglich.
Fazit
Virtuelle Assistenzsysteme für die Kunststoffverarbeitung bergen enormes Potenzial zur Steigerung der Robustheit, der Produktivität und der Produktqualität. Der aktuelle Trend hin zu digitalisierten Anlagen und Prozessen ist ein wichtiger Baustein zur Realisierung solcher Systeme. Der anhaltende Trend und die immer besser werdenden technischen Möglichkeiten zur Computersimulation (Rechenleistung) tragen ebenfalls positiv dazu bei, zusätzliche Informationen aus Live-Simulation zu ermöglichen. Die Entwicklungen im Bereich der datengetriebenen Modellbildung aber auch im Bereich der Fuzzy-Logik und Ansätzen wir denen der neuronalen Netze ermöglichen die zielgerichtete Auswertung von Daten und das Auffinden von Zusammenhängen. Somit stellen sich die Voraussetzungen zur Entwicklung virtueller Assistenzsysteme hervorragend dar.
Wenn Sie an weiteren Informationen zum Thema virtuelle Assistenzsysteme für die Extrusion interessiert sind, registrieren Sie sich hier für unseren kostenlosen Newsletter und Downloadbereich. Sie erhalten eine Benachrichtigung, wenn neue Beiträge publiziert werden und erhalten Zugang zu vielen interessanten Zusatzinformationen, Checklisten und Berechnungstools.
(Die SHS plus GmbH (Betreiber dieser Seite) arbeitet aktuell mit unterschiedlichen Kooperationspartnern, Kunden sowie verschiedenen Instituten und Universitäten aktiv an der Entwicklung von virtuellen Assistenzsystemen für die Kunststoffverarbeitung und befindet sich dazu in verschiedenen öffentlich geförderten Vorhaben. Wenn Sie konkrete inhaltliche Fragen dazu haben, stehen wir Ihnen gerne für ein informelles Gespräch zur Verfügung.)




{kind=link}
{kind=link}
{kind=link}
{kind=link}