Im Bereich der Materialzuführung zu einem Extruder gibt es auf dem Markt eine Vielzahl unterschiedlicher Systeme. Ausgehend von einer zentralen Förderanlage, oder einzelnen Saugförderern wird das Kunststoffgranulat im einfachsten Fall lediglich in einem kleinen Speicher – dem Trichter – vorgehalten, damit stets gewährleistet ist, dass in der laufenden Produktion ausreichend Material zur Verfügung steht, welches der Extruder über die Schnecke einziehen kann. In weiteren Ausbaustufen lässt sich der Trichter um Messeinrichtungen erweitern, die den Massestrom direkt oder indirekt ermitteln. Werden mehrere Rohmaterialien auf einem Extruder gleichzeitig verarbeitet, so können diese Systeme um weitere Kammern bzw. Trichter für unterschiedliche Rohmaterialien und entsprechende Mischkammern erweitert werden. Abhängig von den Anforderungen der hergestellten Produkte und der damit verbundenen Materialzusammensetzung, können entsprechend hohe Komplexitätsgerade entstehen. Es ist leicht vorstellbar, dass mit eben diesen Komplexitätsgraden auch entsprechend unterschiedliche Investitionskosten verbunden sind. Im folgenden möchten wir Ihnen einen kurzen Überblick über allgemeine technische Lösungsansätze geben und auch Denkanstöße vermitteln, die Notwendigkeit und Wirtschaftlichkeit der unterschiedlichen Systeme zu bewerten.
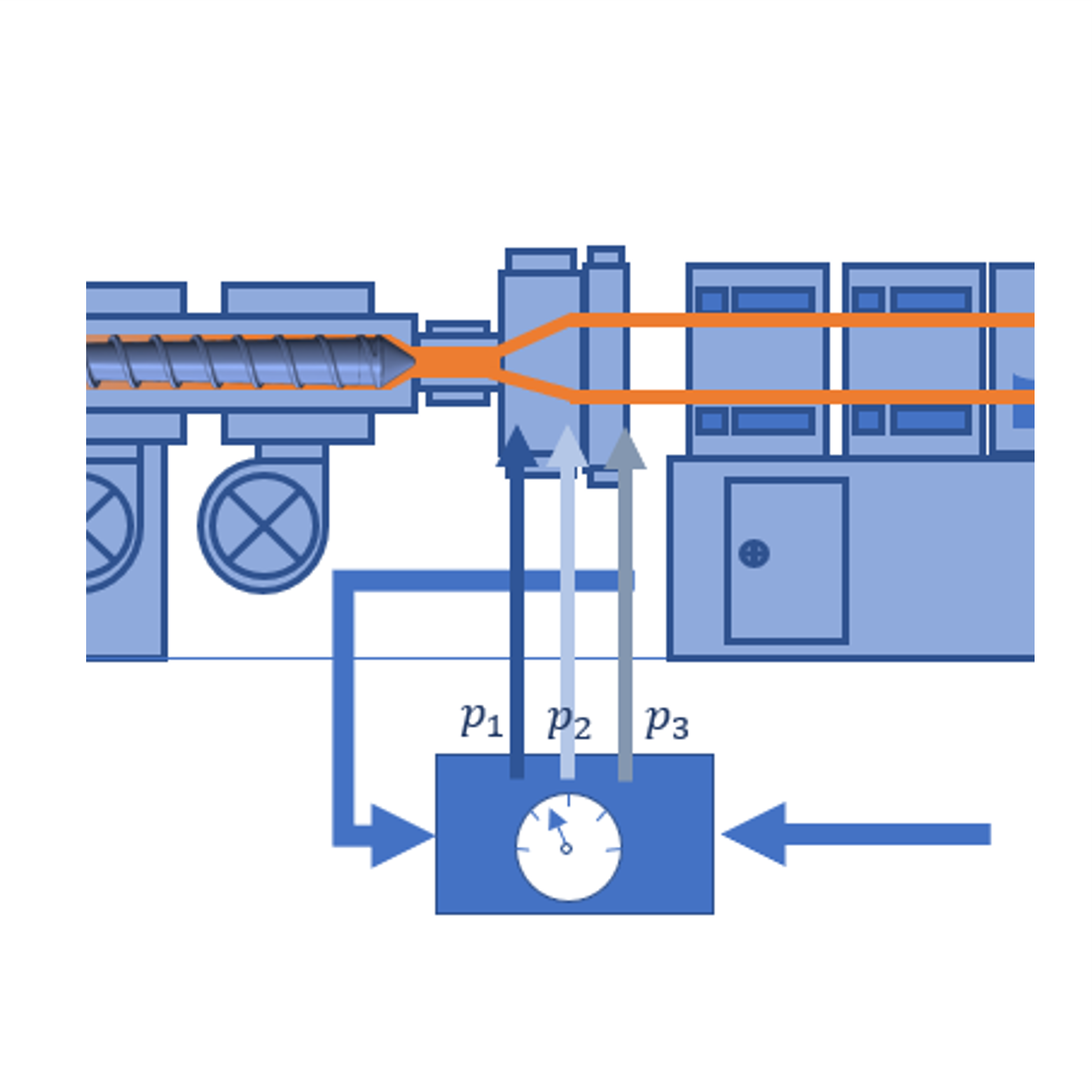
Die folgende Abbildung zeigt zwei einfache Systeme zur Ermittlung des aktuellen Massestroms bzw. Durchsatzes. Das auf der linken Seite dargestellte System zeigt eine volumetrische Durchsatzüberwachung. Hierbei muss die Schüttdichte [kg/m³] des Materials bekannt sein. Durch das Wissen der Förderschneckengeometrie und der Drehzahl, kann ein Volumenstrom berechnet werden. Setzt man die Schüttdichte nun mit dem Volumenstrom ins Verhältnis, so erhält man den Massestrom des verarbeiteten Kunststoffgranulates.

Das auf der rechten Seite dargestellte System zeigt eine gravimetrische Durchsatzüberwachung. Über eine verbaute Wiegezelle kann hier die Masse bzw. die Masseabnahme des im Wiegetrichter befindlichen Materials direkt gemessen werden. Durch die zusätzliche Messung der Zeit zwischen den Füllvorgängen kann der Durchsatz direkt ermittelt werden. Anders als beim volumetrischen System ist keine Angabe der Schüttdichte möglich. Somit ist das gravimetrische System in der Lage den Massedurchsatz mit einer höheren Genauigkeit anzugeben. Die meist geringfügig schwankende Schüttdichte muss hier nicht angegeben werden, die verarbeitete Masse wird hier direkt gemessen. In der Regel überwiegt dieser Genauigkeitsunterschied den geringfügig höheren Investitionskosten der gravimetrischen Durchsatzüberwachungslösung.
Kommt zusätzlich noch die Anforderung hinzu mehrere Komponenten miteinander vermischen zu wollen, so steigert sich wie bereits angesprochen der Komplexitätsgrad und auch das Investitionsvolumen. Grundsätzlich haben volumetrische Dosiersysteme einen meist geringeren Investitionsbedarf, jedoch auch eine geringere Genauigkeit bezüglich der Dosiergüte der Einzelkomponenten. Die nachfolgende Abbildung zeigt auf der linken Seite den prinzipiellen Aufbau eines volumetrischen Dosiersystems und auf der rechten Seite den eines gravimetrischen Systems. Die zuvor bereits beschriebenen Grundprinzipien unterscheiden sich jedoch nicht.

Auf der Basis der grundsätzlich auf dem Markt verfügbaren Mess- und Dosiervarianten, sollen nun wie angekündigt die produktiven und wirtschaftlichen Hintergründe näher beleuchtet werden.
In der Kunststoffverarbeitung stellt das Ausgangsmaterial mit Abstand den größten Kostenfaktor dar. Je nach Betrieb und Produkt macht dieser zwischen 40 und 70 % der Gesamtkosten aus, wobei im Allgemeinen ein hoher Materialkostenanteil an den Gesamtkosten natürlich erstrebenswert ist. Kosten für Strom und Energie bewegen sich in der Regel zwischen zwei und zehn Prozent an den Gesamtkosten des Produktes. Die übrigen Anteile fallen für Maschinenstunden, Personal, Miete, etc. an. Dementsprechend bietet das Einsparen von Material innerhalb der Wertschöpfungskette hohes Potential für eine nachhaltige Produktionskostensenkung sowie eine verbesserte Ressourceneffizienz. Das nachfolgende Beispiel soll verdeutlichen, dass bereits die simple Messung des Durchsatzes ein großes Potential für die Identifikation und Ausschöpfung von Einsparpotentialen bietet und zusätzlich wertvolle Informationen zur Beurteilung des Extrusionsprozesses liefert.
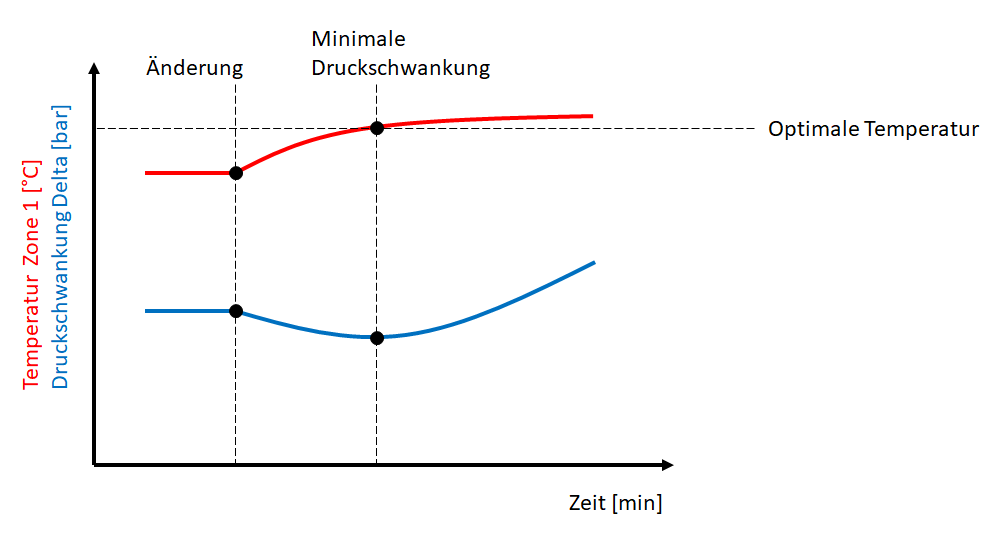
Sowohl in der Rohr- als auch in der Profilextrusion ist die Wandstärke des Endproduktes ein wichtiges Qualitätskriterium. Diese wird in der Regel jedoch lediglich an einigen über den Halbzeugquerschnitt verteilten Stützstellen gemessen. Somit ist zwar sichergestellt, dass die grundsätzliche Geometrie den Zeichnungs- bzw. Endkundenanforderungen genügt, eine direkte Verknüpfung zum wirtschaftlich äußerst relevanten Metergewicht ist hierdurch jedoch nicht möglich. Vor diesem Hintergrund ist leider oft zu beobachten, dass die Halbzeuge zwar grundsätzlich entsprechend der Wanddickentoleranzen hergestellt werden, hierbei jedoch eine Vergleichsgröße fehlt, um einzuschätzen wie Materialeffizient die momentanen Einstellungen tatsächlich sind. Die folgende Abbildung soll diese Zusammenhänge verdeutlichen.

Der obere Teil der Abbildung zeigt in orange den Istwertverlauf einer Wanddickenmesstelle in Relation zum Toleranzfenster. Der Istwertverlauf befindet sich zwar innerhalb des Toleranzfensters, jedoch wird deutlich, dass ein signifikanter Abstand zur minimalen Toleranz besteht. Im unteren Teil der Abbildung wird deutlich, dass durch eine Anpassung der Einstellung eine deutliche Anpassung hin zur unteren Toleranzgrenze möglich ist. Somit besteht die Möglichkeit einen entsprechenden Anteil an Material einzusparen.
Werden kritische Wandstärken des Halbzeuges gemessen und ist das Soll-Metergewicht bekannt, so kann mit Hilfe einer Durchsatzerfassung ein vorhandenes Einsparungspotential ausgeschöpft werden. Die Durchsatzmessung direkt an der Extrusionslinie ermöglicht stets den Abgleich zwischen dem aktuellen und dem geforderten Metergewicht. Um dieses zu erreichen, können die Wanddicken nach Möglichkeit bis auf die jeweiligen Minimalwerte herabgesengt werden. Der eigentliche Effekt dieser Inlinemesstechnik besteht somit darin Transparenz für den Maschinenbediner direkt an der Linie zu schaffen. Der Bediener erhält eine direkte und äußerst einfache Möglichkeit zu prüfen, ob die aktuelle Produktion unter optimalen Rahmenbedingungen hinsichtlich des Materialverbrauchs durchgeführt wird. In der Regel können Einsparungen in der Größenordnung um 10% Materialgewicht durch diese Möglichkeit realisiert werden. Einfache gravimetrische Systeme zur Durchsatzüberwachung liegen im niedrigen vierstelligen Investitionsbereich. Durch dieses Verhältnis ergeben sich meist Amortisationszeiten von wenigen Wochen bis hin zu wenigen Monaten. Zusätzlich können Informationen über die Prozessstabilität gewonnen werden, die wiederum im Rahmen einer Prozessanalyse zur Ergründung weiterer Produktivitätssteigerungen verwendet werden können. Interessant ist z.B. die Analyse in welcher Größenordnung der Durchsatz eines Extruders in Abhängigkeit von der Zeit schwankt. Auch kann analysiert werden, ob sich das Verhältnis von Schneckendrehzahl zu Durchsatz in einem konstanten Bereich bewegt, oder ob es hier zu Abweichungen kommt. Eben diese Zusammenhänge sind für die Prozessanalyse und Prozessoptimierung essentiell und stellen somit einen weiteren Benefit zur reinen Materialeinsparung dar.
Differenzierter muss dieses Verhältnis natürlich betrachtet werden, wenn über komplexere Systeme zur Dosierung diskutiert wird. Diese unterscheiden sich abhängig von der eingesetzten Technik (z.B. volumetrisch oder gravimetrisch) deutlich vom Investitionsumfang.
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie verschiedene Excel-Tools sowie andere Hilfsmittel und Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.




{kind=link}
{kind=link}
{kind=link}
{kind=link}