
Neben der Breite einer Folie und der Profiltoleranz gilt die Planlage als eines der wichtigsten Qualitätskriterien. Als gute Planlage bezeichnet man Folienprodukte mit einer hohen Planarität, also einer geringen Neigung zur Bildung von Beulen, durchhängenden Bereichen oder Aufwölbungen. Die Planlage einer Folie ist ein wichtiges Qualitätskriterium, da diese die Geschwindigkeit von Folgeprozessen (z.B. Bedrucken, Kaschieren, Thermoformen) teilweise erheblich beeinträchtigen kann und eine schlechte Planlage somit oft als Kriterium für die Klassifizierung als Ausschussproduktion herangezogen wird.
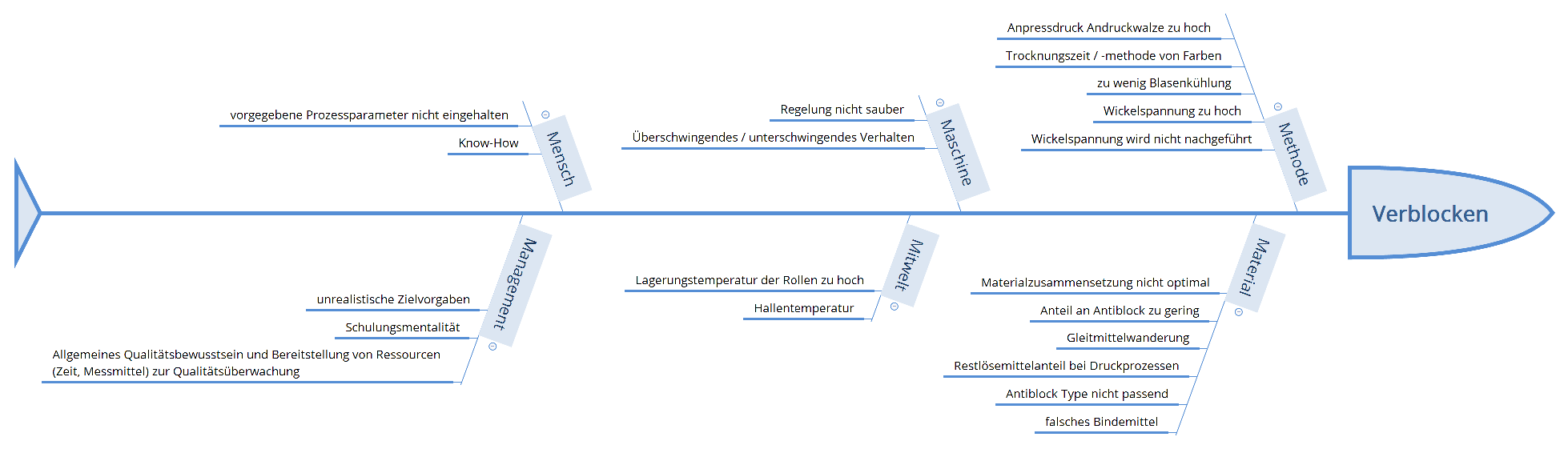
Verschiedene und unterschiedliche Effekte bzw. Einflüsse bei der Blasfolienextrusion können die Planlage einer Folie beeinflussen:
- Ungleichmäßige Wärmeleitung an Führungsrollen
- Ungleichmäßige Kühlung der Blase
- Schlechte Dickenprofilverteilung
- Markierungen durch den Führungskorb
- Einflüsse aus der Flachlegung
- Randaufwölbung durch Materialdicke
- Extrusionstreifen
- etc.
Zur Ermittlung der Planlage wird häufig eine Testmethode nach ASTM D1604 (Method for Measurement of Flatness of Plastic Sheet or Tubing) herangezogen, bei der die Folie in 50mm breite Streifen geschnitten wird, deren Länge einzeln vermessen wird. Die Längenunterschiede der einzelnen Streifen sind dabei ein Maß für die Planlage der Folie, insbesondere für Beulenbildung und durchhängende Bereiche.
Je nachdem welches Planlagenproblem auftritt, kommen unterschiedliche Ursachen und folglich auch unterschiedliche Vermeidungsansätze in Betracht bzw. zum Einsatz. Die Beulenbildung und der Durchhang sind neben der Randaufwölbung und dem Bogenlauf die häufigsten Probleme.
Was sind die Ursachen für Beulenbildung
Bei der Beulenbildung weisen unterschiedliche Bereiche der Folie (über die Breite) unterschiedliche Längen auf. Die Ursache für Beulenbildung sind beispielsweise:
- Markierungen aus dem Extrusionwerkzeug
- Inhomogene Schmelzeverteilung im Extrusionswerkzeug
- Markierung von den Rollen des Kalibrierungskäfigs
- Profildickenschwankungen
- Inhomogene Kühlung über den Umfang
- Kontaktlinien zwischen Flachlegungsrollen und Folie
- Einflüsse aus der Wärmeleitfähigkeit der Flachlegungsrollen

Welche Ursachen können Foliendurchhang hervorrufen
Foliendurchhang oder auch Sagging von Folien bezeichnet eine Situation, bei der die Folienstreifen (aus ASTM D1604) im Bereich der mittleren Lagen eine höhere Länge aufweisen, als die Randbereiche. Der mittlere Bereich hängt somit etwas durch und bildet einen Sack aus. Derartige Phänomene treten grundsätzlich häufiger bei steifen Folien z.B. aus PE-HD auf, als bei weicheren Materialien und haben ihre Ursache meist in zu geringen Temperaturen im Bereich der Flachlegung, oft kombiniert mit zu hohen Flachlegungsverhältnissen.

Das Flachlegungsverhältnis ergibt sich aus der Länge der verwendeten Flachlegungseinheit sowie dem Blasendurchmesser. Je größer der Blasendurchmesser ist und je kürzer die Flachlegungseinheit gestaltet ist, desto größer ist das Längenverhältnis L1/L2 und um so ungleichmäßiger wird die Folie verstreckt/gestaucht. Zur Erreichung einer möglichst durchhangfreien Folie sollte die Länge der Flachlegung somit optimal ausgelegt werden.

Welche weiteren Mögichkeiten gibt es zur Vermeidung von Problemen mit der Planlage?
Da die vorgenannten Probleme sehr stark durch die Temperatur des Produktes beeinflusst werden können, ist eine optimale Parametrierung des Prozesses häufig der Schlüssel zur Herstellung einer einwandfreien Planlage. Sofern durch die Prozessparametrierung nicht ausreichend Einfluss auf die Temperaturverteilung genommen werden kann, können auch zusätzliche Technologiesysteme wie beispielsweise ein Fixierwerk oder Temperwalzensysteme hervorragende Effekte hervorrufen, sofern diese optimal parametriert sind (andernfalls können derartige Systeme sogar die Qualität und insbesondere auch die Produktivität / Wirtschaftlichkeit negativ beeinflussen). In derartigen Systemen wird die Folie zunächst erneut erwärmt, so dass die gesamte Folie sich ausdehnt und Eigenspannungen abgebaut werden können. Anschließend wird die Folie getempert (warmgelagert) und verzögert abgekühlt, so dass eine reduzierte Schwindung einzelner Folienbereiche bei gleichzeitiger mechanischer Fixierung auf Kontaktwalzen ermöglicht wird.
Zur Identifikation optimaler Prozessparameter bietet sich in solchen Fällen die Computersimulation von Abkühlprozessen (z.B. mit chillWARE) als kostengünstiges und schnelles Verfahren an.
Weitere Informationen zu Computersimulationsmöglichkeiten von Folienextrusionsprozessen erhalten Sie auch durch Anmeldung für unseren internen Downloadbereich. Dort finden Sie auch ein ungeschütztes Excel-Dokument zur Berechnung des Flachlegungsverhältnisses in Abhängigkeit des Blasendurchmessers sowie der Höhe der Flachlegungszone.




{kind=link}
{kind=link}
{kind=link}
{kind=link}