Bei der Herstellung von Profilen und Schläuchen mit innenliegenden Hohlkammerstrukturen wird häufig mit sogenannter Stützluft gearbeitet. Hierbei wird ein Luftvolumenstrom durch das Werkzeug in das Innere der Hohlkammern oder Lumen geblasen, damit diese nicht zusammenfallen. Die Außenoberflächen der Extrudate werden meist mittels Unterdruck (Vakuum) an die Oberflächen der Kalibrierung gezogen. Die Kammern im Inneren der Extrudate können so jedoch nicht erreicht werden, daher gestaltet sich die Kontrolle der Innengeometrie während des Abkühlvorganges als große Herausforderung. Die aktive Regelung des Stützluftvolumenstromes bzw. Innendruckes in den einzelnen Kammern mit geeigneter Hard- und Software ist ein erprobter Lösungsansatz für diese Problemstellung.
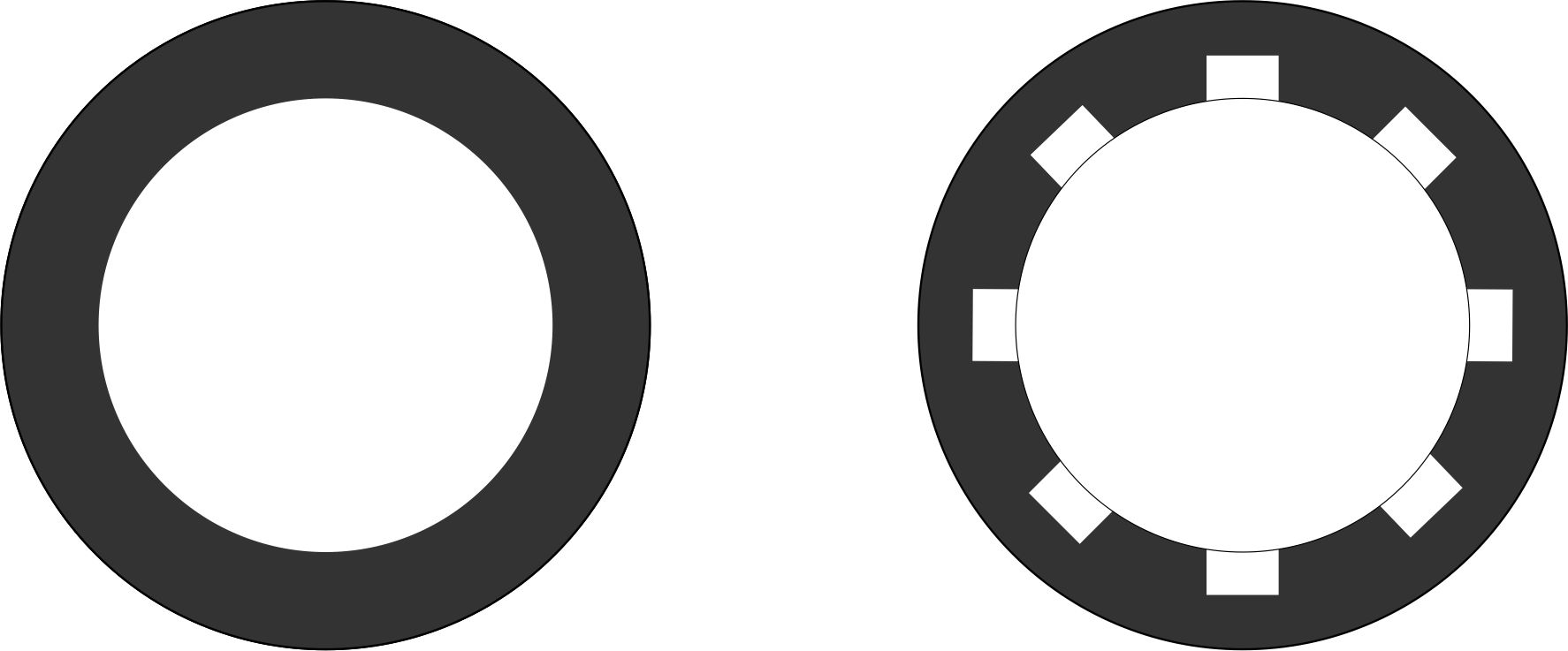
Als Hohlkammerprofil werden Kunststoffprofile bezeichnet die im Inneren eine oder mehrere Kammern besitzen die Luft einschließen. In der folgenden Abbildung ist eine beispielhafte Profilgeometrie dargestellt. Das linke Bild zeigt die eigentlich gewünschte Soll-Geometrie des Profils. Die Innenbereiche des Profils werden in der Regel nicht kalibriert, da konventionelle Kalibrierungen lediglich die Kontur der Außenoberfläche vorgeben. Somit können in der Praxis eine Vielzahl von Störungen auftreten und so die Form und Lage der inneren Stege signifikant beeinflussen. Diese Beeinflussungen sind beispielhaft im mittleren und rechten Bild dargestellt. Zu den Störgroßen gehören unter anderem:
- Geringe Schwankungen im Massedurchsatz des Extruders
- Schwankungen in den Fließeigenschaften der eingesetzten Polymere
- Veränderung der Temperatur der Stützluft
- Veränderung des Volumenstroms der Stützluft, weil Kanäle durch Ablagerungen oder Schmelzespritzer verstopfen
- Einfluss der Schwerkraft, auch abhängig von der Ausrichtung der Düse
- Schwankungen des Innedruckes auf Grund von Trenn- bzw. Schneidvorgängen

Diese Aussagen lassen sich so auch auf die Herstellung von Schläuchen mit unterschiedlichen Kammern (Multi-Lumen-Schläuche) übertragen. Es handelt sich um die selben Mechanismen und Störgrößen. Analog zu der obenstehenden Beschreibung sind die möglichen Einflüsse in der folgenden Abbildung dargestellt.

In der Praxis werden unterschiedliche Strategien verfolgt, um die verschiedenen Störeinflüsse abzustellen. Zur Kompensation des Einflusses der Schwerkraft wird teilweise der Ansatz verfolgt bei auftretenden Problemen die Fließkanäle im Inneren des Werkzeuges mit einer Balligkeit in die des Durchhängens horizontaler Stege entgegengesetzte Richtung zu versehen. Unabhängig davon wie die Innenstege ausgerichtet sind, besteht durch die manuelle Vorgabe von Stützluft die Möglichkeit die Position bzw. Kontur der Innenstege zu beeinflussen. Besteht lediglich die Möglichkeit die Stützluft zu steuern (beispielsweise über einen manuell zu bedienenden Druckminderer) wird während des Anfahrvorgangs meist iterativ nach der korrekten Einstellung gesucht und diese Einstellung dann lediglich über eine Vermessung der Innenstege im Rahmen von Qualitätsprüfungen kontrolliert. Der große Nachteil dieser Ansätze besteht darin, dass währende der Produktion auftretende Störungen nicht automatisch ausgeregelt werden können. Meist fallen diese dann erst nach einiger Zeit auf und müssen wiederum durch iteratives Vorgehen abgestellt werden. Es ist leicht vorstellbar, dass so hohe Ausschussmengen entstehen können und die Prozessstabilität negativ beeinfluss wird.
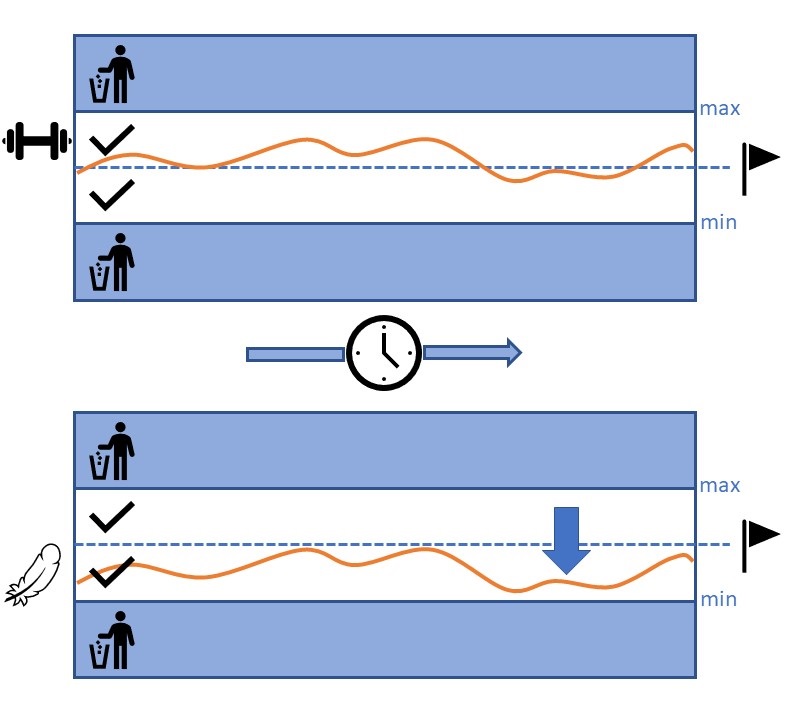
Wird die Stützluft bzw. der Innendruck in den einzelnen Hohlkammer dagegen kontinuierlich eingeregelt, so kann eine nahezu konstante Kontur bzw. Geometrie der Innenstege gewährleistet werden. Die folgende Abbildung zeigt den prinzipiellen Aufbau solche Systeme.

Die kontinuierliche Messung der lokalen Luftdrücke und Volumenströme in den einzelnen Kammern wird verwendet, um einen geschlossenen Regelkreis unter Verwendung von moderne piezo-elektrische Proportional-Regelventilen als Stellglied aufzubauen. Abhängig von der konkreten Umsetzung ist es so möglich, entweder einen möglichst konstanten Innendruck in jeder einzelnen Kammer einzuregeln, oder einen möglichst konstanten Volumenstrom. Die Auswahl, welche Größe als Soll-Wert vorgegeben werden sollte, ist abhängig vom konkreten Anwendungsfall. Der Vorteil moderner Systeme zur Stützluftregelung besteht unter anderem darin, dass zwischen beiden Szenarien beliebig gewechselt werden kann. So bietet es sich beispielsweise in dynamischen Prozessen mit hohen Extrusionsgeschwindigkeiten und geringen Halbzeuglängen an, den Innendruck der Kammern einzuregeln. In der Regel werden diese Prozesse durch das Verschließen der Hohlkammern im Moment des Schneidevorgangs dominiert. Bei größeren Profilen ist es jedoch meist zielführender den Volumenstrom vorzugeben, da dieser auch in der Theorie bei der Werkzeug- und Kaliber-Auslegung bereits sehr exakt berechnet werden kann. Dies hat dann bei der Anzahl der Iterationsschleifen bei Abmusterungen einen deutlichen Vorteil.
In der folgenden Abbildung sehen Sie eine beispielhafte Visualisierung eines solchen Systems. Durch die zusätzliche Aufzeichnung und grafische Darstellung der Messwerte (Druck und Volumenstrom), bestehen weitere Möglichkeiten der Beurteilung der Prozessstabilität und Dokumentation.

Sollten Sie vor der Herausforderung stehen, die Geometrie von Innenstegen oder einzelner Lumen exakt, stabil und reproduzierbar herstellen zu können, so sollten Sie die Möglichkeit der automatisierten Regelung der Stützluft in Erwägung ziehen.
Gerne können Sie uns bei konkreten individuellen Problemstellungen zu diesem Thema ansprechen!
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie verschiedene Excel-Tools sowie andere Hilfsmittel und Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.




{kind=link}
{kind=link}
{kind=link}
{kind=link}